Как заменить направляющие втулки клапанов
Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью.
Содержание статьи
Как самому менять направляющие втулки клапанов
Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки.
Слабый натяг по причине гнезда потребует увеличения диаметра гнезда, куда потом устанавливается ремонтная втулка увеличенного размера. Рассверливать гнездо в ГБЦ также нужно исключительно на станке, что позволит избежать возможного перекоса при выполнении нового отверстия. Что касается степени натяга ремонтной втулки, данный показатель следует максимально увеличить, так как в новом отверстии материал более твердый и имеет большую шероховатость на поверхности стенок.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс.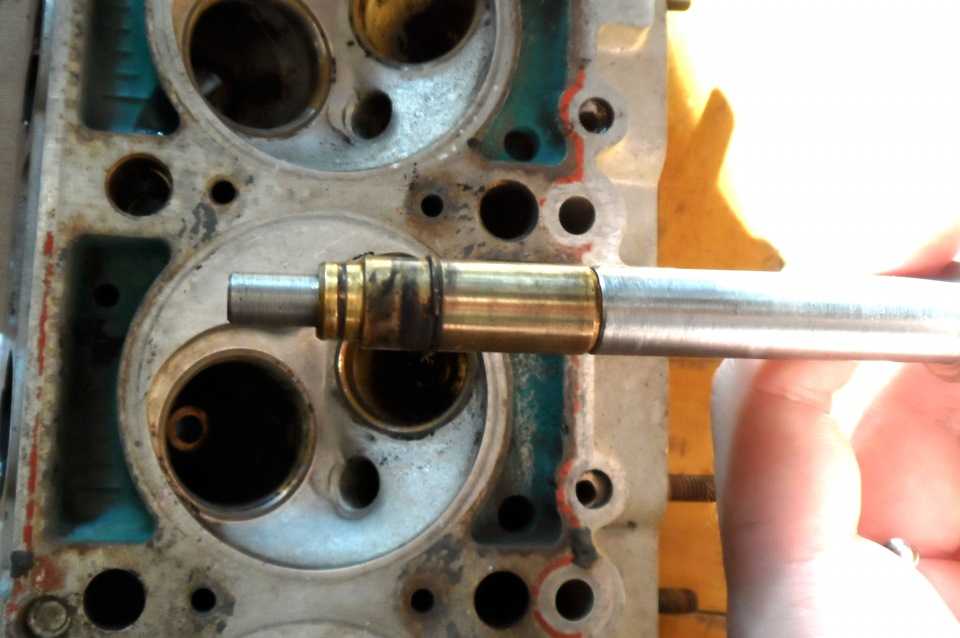
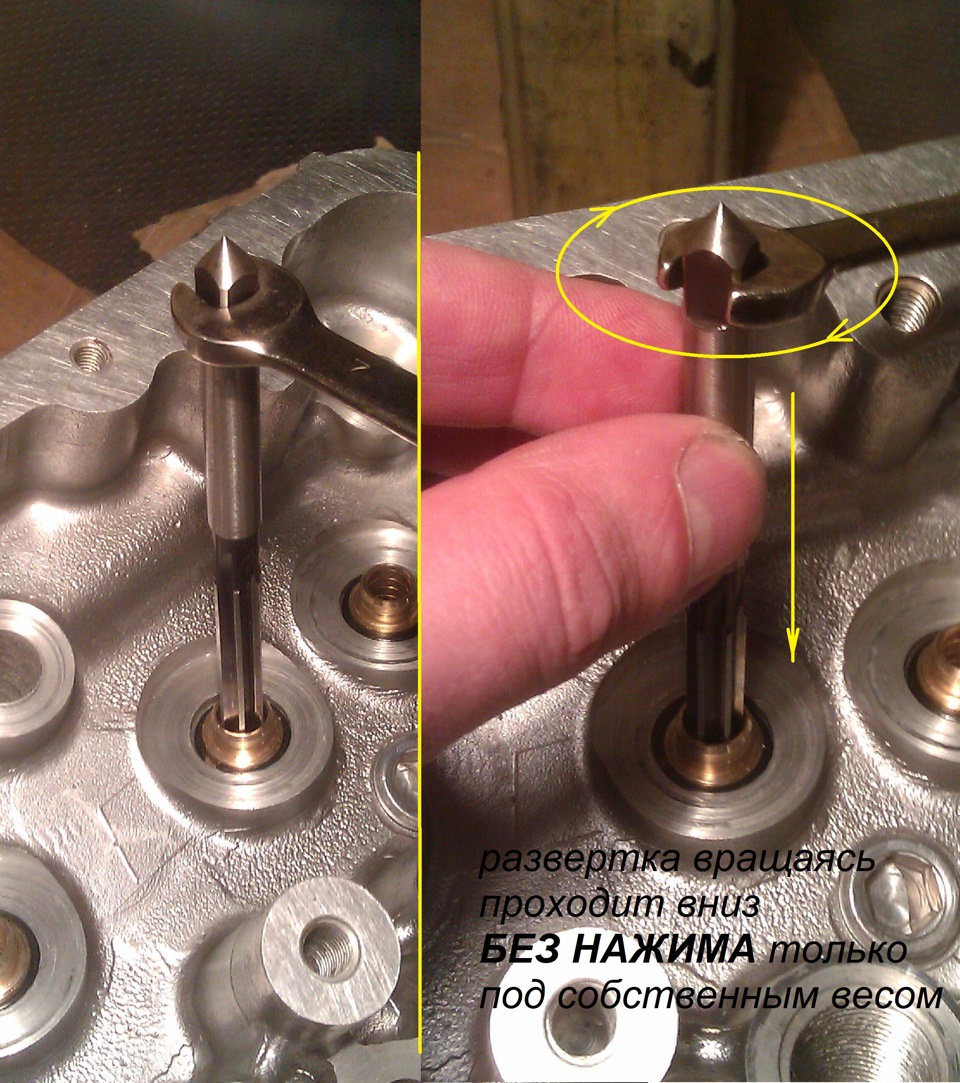
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником
Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка.
 Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Завершающим этапом становятся обязательные замеры диаметра полученного отверстия в направляющей втулке. Для проверки используется специальный индикаторный нутромер. Также следует измерить толщину стержня клапана при помощи микрометра. Если все выполнено правильно, тогда зазор будет находиться в допустимых пределах.Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Читайте также
Замена направляющих втулок клапанов и седел в двигателе автомобиля
Расскажем как заменить направляющие втулок клапанов и седел в двигателе автомобиля. Исходим из того, что трещин в головке двигателя нет, а клапанные сёдла имеют износ.
Как происходит выпрессовка старых втулок
Технология выпрессовки старых втулок бывает разной, но чаще применяют ударный способ. Со стороны седла на втулку устанавливают латунную или бронзовую оправку, по которой наносят удары молотком. Чтобы не повредить посадочное гнездо в головке, оправка должна быть ступенчатой: по меньшему диаметру она с небольшим зазором входит во втулку на глубину 30—40 мм, а по большему — свободно проходит через гнездо в головке цилиндров. Втулки из бронзы не создают больших проблем при выпрессовке, обычно они устанавливаются в головку с небольшим натягом. При выпрессовке «твердых» втулок головку желательно нагреть до 150 градусов, чтобы несколько уменьшить натяг. Нагревать головку лучше в электропечи, но в условиях гаража подойдет бытовая электроплитка.
Чтобы не повредить посадочное гнездо в головке, оправка должна быть ступенчатой: по меньшему диаметру она с небольшим зазором входит во втулку на глубину 30—40 мм, а по большему — свободно проходит через гнездо в головке цилиндров. Втулки из бронзы не создают больших проблем при выпрессовке, обычно они устанавливаются в головку с небольшим натягом. При выпрессовке «твердых» втулок головку желательно нагреть до 150 градусов, чтобы несколько уменьшить натяг. Нагревать головку лучше в электропечи, но в условиях гаража подойдет бытовая электроплитка.Если ни один из способов не позволяет выпрессовать втулку из-за слишком плотной посадки в гнезде, ее приходится высверливать. Обычный сверлильный станок вполне подойдет, а вот при пользовании ручной электродрели неизбежны перекосы и повреждение посадочного гнезда. Кстати, деталь лучше высверливать не полностью. При толщине стенки около 1 мм оставшуюся часть удается выбить без особого труда.
Измеряем натяг втулки перед заменой
Общее правило замены втулок на любых двигателях гласит: ни в коем случае нельзя запрессовывать новые детали без измерений фактического натяга. Поэтому надо точно измерить диаметр гнезда и новой втулки, чтобы определить натяг. Он должен быть в пределах 0,03—0,05 мм (то есть диаметр втулки больше диаметра гнезда на эту величину).
Поэтому надо точно измерить диаметр гнезда и новой втулки, чтобы определить натяг. Он должен быть в пределах 0,03—0,05 мм (то есть диаметр втулки больше диаметра гнезда на эту величину).Если натяг недостаточен из-за “слабого” гнезда, придется увеличивать его диаметр, чтобы установить втулку ремонтного размера. Эту работу также следует выполнять только на станке во избежание перекоса отверстия. Натяг для ремонтной втулки желательно сделать большим, поскольку в старом гнезде материал на поверхности уже деформирован, а в новом нет, да и шероховатость поверхности здесь больше.
Как запрессовать втулки клапанов
Перед запрессовкой надо обеспечить разность температуры деталей: головку нагреть до 150 градусов, а втулки охладить. Запрессовку выполняют быстро, двумя-тремя ударами молотка по оправке. Если втулка имеет тонкий поясок для посадки маслосъемного колпачка, то оправка не должна опираться на этот поясок ни с одной стороны, иначе втулка сломается. Некоторые мотористы запрессовывают втулки “вхолодную”, без нагрева и охлаждения деталей. Это плохо. Алюминиевый сплав при большом натяге деформируется, и реальный натяг уменьшается. Когда при работе двигателя посадка естественным образом ослабляется, клапан в такой втулке начинает перегреваться. Это связано с нарушением отвода тепла от стержня клапана к головке. В дальнейшем втулка начнет “ездить” в гнезде. Иными словами — потребуется повторный ремонт, причем сложнее предыдущего.
Это плохо. Алюминиевый сплав при большом натяге деформируется, и реальный натяг уменьшается. Когда при работе двигателя посадка естественным образом ослабляется, клапан в такой втулке начинает перегреваться. Это связано с нарушением отвода тепла от стержня клапана к головке. В дальнейшем втулка начнет “ездить” в гнезде. Иными словами — потребуется повторный ремонт, причем сложнее предыдущего.После запрессовки втулок и остывания головки их отверстия калибруют развертками. Здесь тоже есть свои хитрости. Желательно применять специальные алмазные развертки — они дают стабильный размер отверстия при довольно долгой работе. Простые ручные развертки из инструментальной стали быстро изнашиваются, обычно их хватает на одну-две головки.
Обработав отверстия, надо обязательно проверить зазоры клапанов во втулках. Для впускных клапанов они должны быть в пределах 0,02—0,04 мм, для выпускных — 0,03—0,04 мм. Стремиться к минимальным зазорам не следует, особенно у выпускных клапанов, поскольку это чревато их заклиниванием при работе.
Ремонт седел клапанов
Основные задачи — обеспечение соосности рабочей фаски и отверстия втулки и создание определенного профиля седла, рекомендуемого заводом-изготовителем для данной модели двигателя.
Для обработки сёдел применяют различный инструмент. В гараже чаще всего используют ручные угловые фрезы с жестким креплением на направляющем стержне (пилоте). Фрезы обычно имеют углы при вершине 30, 45 и 60 град. Такие фрезы могут быть изготовлены из инструментальной стали или с твердосплавными пластинами.
Основной недостаток данного инструмента — люфт пилота в направляющей втулке, особенно когда у нее есть какой-либо износ. Из-за люфта очень трудно обеспечить соосность седла и втулки.
При обработке формируют определенный профиль седла: уплотнительную фаску и две фаски, примыкающие к ней. Здесь надо руководствоваться данными производителей автомобиля, но есть и некоторые общие рекомендации. У подавляющего большинства моторов уплотнительная фаска имеет угол 45 град. и ширину примерно 1,5 мм. Примыкающие фаски чаще сделаны под углами 30 и 60 град., хотя изредка встречаются седла с более сложным профилем.
и ширину примерно 1,5 мм. Примыкающие фаски чаще сделаны под углами 30 и 60 град., хотя изредка встречаются седла с более сложным профилем.Если для ремонта используют ручные фрезы и резцовые головки, то предварительную обработку уплотнительной фаски ведут, пока не получится ровная поверхность без дефектов.
Окончательный этап: притирка клапанов
Окончательная обработка стыка клапана и седла — притирка клапанов. При профессиональном ремонте такая операция практически не применяется. Если седло и фаска клапана обработаны точно, то притирка не нужна, но даже вредна. Другое дело при ручной обработке деталей фрезами и резцовыми головками. Поверхности после ремонта могут иметь не идеальную форму и шероховатость.Притирка нужна не столько для обработки, сколько для контроля качества сопряжения. Если притертые поверхности вытереть насухо и несколько раз провернуть клапан в обе стороны, прижимая его к седлу, то на фасках деталей появится блестящая линия. Получится замкнутой, проходящей по всей окружности — все сделано правильно и прилегание хорошее.
Замена направляющих втулок клапанов своими руками
Отечественные автомобили можно ремонтировать самостоятельно в любом удобном гараже. Конструкция их предусматривает максимальный уровень ремонтопригодности всех узлов и механизмов. Не исключением в этом случае будет ремонт головки блока, одной из операций этого процесса является замена направляющих втулок клапанов.
Конструкция механизма
В процессе работы клапанного механизма движение клапанов происходит в ограниченном пространстве. Направление для перемещения задается с помощью соосности отверстия, в котором «ходит» ось штока и впускного/выпускного отверстия. Материал для штока подобран максимально износостойкий.
Сталь легирована большим количеством хрома и никеля. Направляющие втулки клапанов, сопрягающиеся со штоком, выполнены из менее прочного материала, чаще из медесодержащих сплавов. Это связано с тем, что ремонтный комплект таких втулок будет стоить дешевле при обслуживании, чем полная замена клапанов с износившимся штоком. Также пара сталь-латунь гораздо лучше работает при фрикционном сопряжении.
Также пара сталь-латунь гораздо лучше работает при фрикционном сопряжении.
Замена втулок
Зазора между отверстием и клапаном практически нет. Это и наличие сальников на штоке помогает предотвратить попадание масла в камеру сгорания. Но за счет того, что работа клапанов проходит в агрессивных условиях и при интенсивном перемещении, износ у втулок появляется, их приходится периодически менять. Если бы они не стояли в конструкции, то пришлось менять всю головку блоки после выработки в отверстиях, по которым ходит шток.
Необходимость замены втулок
Износ можно определить по нескольким косвенным признакам, также есть случаи, когда требуется менять втулки в обязательном порядке:
- в камеру сгорания проникает моторное масло, за счет этого возрастает его расход и образуется сероватый дым из выхлопной трубы;
- слышно характерное постукивание со стороны головки блока;
- при полной замене комплекта клапанов;
- капремонт головки блока.


Инструмент для выпрессовки
Выпрессовка втулок
Наиболее популярным методом выпресовки является ударный. Предварительно снятую головку блока очищаем от загрязнений. Потом фиксируем ее на верстаке. Для операции понадобится специальный съемник, латунная или бронзовая цилиндрическая оправка длиной 80-100 мм. С одного конца на ней должна быть проточка на длину 30-40 мм диаметром на 1-2 мм меньше, чем диаметр внутреннего отверстия втулки. Оправка должен иметь максимальный диаметр, не больше наружного размера втулки.
- Шаг 1. Нагреть головку блока
- Шаг 2. Выпрессовать втулки
- Шаг 3. Провести сравнительный замер штоков и отверстий
- Шаг 4. Обработать отверстия разверткой
Перед выбиванием втулок, необходимо нагреть головку примерно до 100-120С. Делается это для ослабления натяга между втулками и корпусом. В гаражных условиях подойдет электроплита. Ни в коем случае не пользоваться для этой операции горелкой, чтобы не перегреть металл и не испортить «геометрию» поверхности корпусной детали. Выбивать надо со стороны камеры сгорания.
Делается это для ослабления натяга между втулками и корпусом. В гаражных условиях подойдет электроплита. Ни в коем случае не пользоваться для этой операции горелкой, чтобы не перегреть металл и не испортить «геометрию» поверхности корпусной детали. Выбивать надо со стороны камеры сгорания.
После высвобождения посадочного отверстия, надо замерять его диаметр. Это необходимо для того, чтобы правильно подобрать натяг, разницу между размером новой втулки и посадочным диаметром. Ремонтная втулка должна быть больше на 0,03-0,05 мм. Это обеспечит плотную посадку. Замеры надо проводить на остывшей головке.
Запрессовка ремонтного комплекта
Чтобы не повредить поверхность отверстий и не создать задиры, перед тем, как заменить направляющие втулки клапанов, нужно опять немного разогреть головку блока. Ремонтный комплект для лучшей посадки нужно остудить. Для этого подойдет бытовой морозильник. Без таких манипуляций качественной запрессовки можно не получить, а впоследствии все они быстро «разболтаются» на своих местах. И необходимо будет разбирать узел заново.
И необходимо будет разбирать узел заново.
Сборка механизма
Когда все установится на свои места и головка блока остынет до окружающей температуры, необходимо будет обработать отверстия разверткой. Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить.
Нормальным считается зазор между штоком клапана и отверстием 0,03-0,04 мм.
После запрессовки втулок можно проводить подгонку седел клапанов. Для этой операции используются шарошки или зенкеры.
Интересное по теме:
загрузка. ..
..
Вконтакте
Одноклассники
Google+
Запрессовка направляющих втулок клапанов. Впускной коллектор — профилактика
После сборки блока пришло время ремонта гбц для начало это будут направляющие клапанов .Если увеличенные зазоры между направляющими втулками и стержнями клапанов не удается устранить заменой клапанов, придется заменять направляющие втулки клапанов., для этого понадобится (молоток, оправка для вы прессовки направляющих втулок (стержень надлежащего диаметра).
для начала разбираем гбц то бишь клапана после снятия клапанов Переворачиваем головку блока цилиндров и легкими ударами молотка через оправку выпрессовываем направляющую втулку в сторону привода клапанов. см на фото ниже .
После этой операции можно приступать к запрессовки новых направляющих .для лучьшего эфекта нужно нагреть гбц и зарание положить напровляшки в морозилку, есть много разных способов нагреть гбц например нагреть в духовой печи на плитке, на газу и т. д я грел гбц в воде налил в ведро горячую воду и начал греть лампой потом опустил гбц в воду на митут 5 в это время достал направляющие из холодильника прежде чем запрессововать помазал напровляшку маслом, потом достаем гбц из воды и устанавливаем новую направляющую втулку в отверстие под неё и легкими ударами молотка через оправку запрессовываем втулку до упора стопорного кольца в плоскость головки блока цилиндров.
д я грел гбц в воде налил в ведро горячую воду и начал греть лампой потом опустил гбц в воду на митут 5 в это время достал направляющие из холодильника прежде чем запрессововать помазал напровляшку маслом, потом достаем гбц из воды и устанавливаем новую направляющую втулку в отверстие под неё и легкими ударами молотка через оправку запрессовываем втулку до упора стопорного кольца в плоскость головки блока цилиндров.
ПРИМЕЧАНИЕ Направляющие втулки клапанов нужно запрессововать с надетыми стопорными кольцами. Направляющие втулки впускных клапанов короче втулок выпускных клапанов. На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у направляющих втулок впускных клапанов — до половины длины отверстия, у втулок выпускных клапанов — по всей длине отверстия.
После запрессовки разверните отверстия в направляющих втулках:— впускных клапанов — до диаметра 8,022-8,040 мм; — выпускных клапанов — до диаметра 8,029-8,047 мм.
Направляющая втулка служит определенным каналом для хода клапана. Ее замена в гаражных условия практически не возможна, поскольку требуются специальные знания, навыки и инструмент, но все-же автомобилисты умудряются это делать. Конечно, рекомендуется проводить замену направляющих втулок ВАЗ-2112 с 16-клапанным двигателем на специализированных автосервисах. Этот процесс довольно сложный и займет день, а то и два.
Ее замена в гаражных условия практически не возможна, поскольку требуются специальные знания, навыки и инструмент, но все-же автомобилисты умудряются это делать. Конечно, рекомендуется проводить замену направляющих втулок ВАЗ-2112 с 16-клапанным двигателем на специализированных автосервисах. Этот процесс довольно сложный и займет день, а то и два.
Видео о замене направляющих втулок и о том, как распознать поддельную запчасть:
Видео материал расскажет, как провести замену направляющих втулок, приведены рекомендации и советы.
Причины преждевременного износа втулки клапана
Так как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
- своевременность замены и качества моторного масла;
- температурный режим работы ДВС;
- качество горючей смеси;
- исправность системы питания;
- правильность регулировки системы зажигания;
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
Причины выхода из строя
Причин выхода со строя направляющих втулок мало, поэтому рассмотрим каждую по отдельности:
- Износ или выработка внутренней поверхности. В процессе эксплуатации наружная часть клапана трется о внутреннюю часть направляющей втулки, при этом хоть и присутствует смазка, но выработка все равно идет. Для мотора 2112 ресурс этих изделий составляет 200 000 км согласно сервисным мануалам завода изготовителя.
- Нередко, замене направляющих втулок способствуют гнутые клапана. Зачастую на внутренней поверхности появляются задиры, но деформация втулки или ее разлом тоже встречаются.
- Недостаточная смазка или малый уровень масла также сказывается на внутренней поверхности втулки, где образуется большая выработка и клапан начинает болтаться.

Симптомы износа
Главный симптом изношенности направляющих втулок — повышенный расход моторного масла. Связано это с тем, что при децентрированном ходе клапана маслосъемные колпачки перестают выполнять работу и через увеличенный зазор между клапаном и внутренней частью втулки в цилиндры попадает моторное масло.
Признаки повышенного расхода масла из-за изношенных втулок следующие:
- сизый дым из выхлопной трубы;
- повышенная дымность работающего двигателя;
- нагар на электроде свечи зажигания светлого пушистого вида;
- наличие на юбке или резьбе масла.
Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.

Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.
Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.
 Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.Как определить, что направляющие втулки изношены
Масло в цилиндры попадает и по причине неисправности деталей цилиндро-поршневой группы. Чтобы исключить данную причину, необходимо замерить компрессию. Это исключит неисправность поршневых колец.
Осмотрите свечи зажигания. Наиболее загаженная свеча говорит о проблемах в данном цилиндре. Далее осматриваем мотор на предмет износа направляющих в следующем порядке:
- Открутите гайки, крепящие клапанную крышку к ГБЦ, и снимите ее.
- Ослабьте цепь и, совместив метки, открутите и снимите шестерню распредвала.
- Постепенно и поочередно открутите постель распредвала и снимите ее.
- Демонтируйте коромысла, разблокируйте пружины клапанов цилиндра, в котором свеча больше всего покрыта нагаром.
- Аккуратно снимите маслосъемный колпачок и покачайте клапан в стороны, двигая вверх-вниз. Если при движении имеется боковой люфт, то требуется замена втулки.
 Если при движении имеется боковой люфт, то требуется замена втулки.
Если при движении имеется боковой люфт, то требуется замена втулки.В рабочем состоянии зазор между клапаном и направляющей минимален и не позволяет клапану двигаться в горизонтальном направлении (только вверх или вниз). Поэтому любое боковое качание означает износ втулки.
Прежде чем покупать новые направляющие, желательно снять клапаны и вместе с ними прийти в магазин. И при выборе обязательно пробуйте их посадку на шток клапана.
Направляющая втулка на штоке клапана должна двигаться легко, но при этом она не должна болтаться.
Необходимо это для того, чтобы в дальнейшем вам не пришлось снова идти в магазин, если втулки по каким-то причинам не подойдут.
Как заменить клапанные втулки на ВАЗ 2106
Порядок замены направляющих втулок клапанов автомобилей ВАЗ
Для замены надо демонтировать ГБЦ и дополнительно иметь специальную наставку для снятия и установки. Однако не стоит пугаться, так как конструкция наставки проста, и вместо нее используйте подходящие по параметрам втулки подручные средства.
- Снимаем навесное оборудование, которое мешает снятию головки блока цилиндров.
- Снимаем клапанную крышку.
- Ослабляем цепь газораспределительного механизма и снимаем шестерню распредвала (не забудьте совместить метки).
- Демонтируем головку блока цилиндров и ставим ее на чистую ровную поверхность.
- Снимаем распредвал с постелью (гайки откручивайте постепенно, иначе постель встанет на перекос и вы ее не снимете).
- Снимаем коромысла и пружины.
- Проверяем люфт клапанов. Там, где он есть, клапаны удаляем, там, где его нет, устанавливаем на место пружины.
- Переворачиваем ГБЦ и со стороны камеры сгорания наставкой выбиваем направляющие.
- Устанавливаем новые втулки и собираем двигатель (при сборке не забудьте соблюсти момент затяжки гаек и ее порядок).
Конструкция ГБЦ и клапанов
Функционирование клапанного механизма на машинах ВАЗ 2106 и ВАЗ 2109 зависит от работы цепного привода (современные модели авто оснащаются ремёнными приводами).
Устройство головки блока цилиндров довольно примитивное: это сёдла, пружины, направляющие втулки. Захлопывание клапанов в системе осуществляется автоматически при помощи встроенных пружин. Чтобы в камеру сгорания не просачивалось моторное масло, на втулку крепится маслосъёмный сальник.
Схема головки блока цилиндров ВАЗ 2106
Клапанный механизм работает в сложных условиях с высокими температурами и масляным голоданием. Основной его задачей является обеспечение герметичности всей системы. Проблемы в его работе могут стать причиной снижения мощности, повышения расхода топлива и быстрого износа ГРМ.
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей. Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны. Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку. Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.
Как меняются направляющие клапанов. Оправка для запрессовки направляющих втулок клапанов
В ходе ремонта ГБЦ мне потребовалось заменить направляющие втулки клапанов. Ударные методы ремонта я не приемлю, поэтому решено было сделать винтовой выпрессовыватель «как у Травникова» , упростив конструкцию и адаптировав ее под свои задачи.
Тут есть нюанс — заводская технология замены направляек на моем моторе предусматривает извлечение и запрессовывание втулок в одну сторону, сверху вниз (в сторону камеры сгорания). Это несколько упрощает конструкцию приспособления, поскольку позволяет менять только сменные упоры, передающие усилие на втулку, а весь бутерброд в КС оставлять как есть. В то же время на самих направляющих втулках отсутствуют буртики либо стопоры, ограничивающие глубину запрессовывания, т.о. этот момент должен быть обеспечен инструментально в процессе работы.
Приняв во внимание эти особенности я изготовил такой вот нехитрый суповой набор:
Основа всего прибора — болт М14 с гайкой. Класс прочности подножный 8.8, на поверку его более чем достаточно для нормальной работы устройства. Метиз потребуется слегка доработать, выполнив в его торце глухое резьбовое отверстие М6 глубиной 10мм.
Шайба и гайка опять же подножные из ближайшего магазина крепежа, упорный подшипник с внутренним диаметром 15мм какой первый попался в Автоштампе, все остальные детали, кроме направляющей втулки из 12Х18Н10Т. Направляющая втулка с конусами нужна для центровки приспособления по седлу клапана, посему сделана из алюминия для исключения повреждения седла. Кроме того изготовление ее из мягкого металла позволяет закрыть глаза на неточность угла 45 градусов, этот момент перестает играть какую либо роль в работе устройства.
Неочевидные, но очень важные моменты: сменные ввертыши необходимы для правильного распределения усилия на втулку клапана при работе — маленькая используется при выпрессовывании, большая используется при запрессовывании и одновременно является кондуктором, обеспечивающим необходимую глубину установки втулок.
Порядок сборки устройства:
Усилия при выпрессовывании весьма небольшие, максимум усилия достигается при страгивании втулки с места, далее же все проходит без видимого напряжения. Я снял на видео работу девайса, но никак не выковырну его из старенького Айфона, так что придется подождать:) любуемся:
Ну и фотодоказательства работоспособности приспособления:
Процесс запрессовывания ничем не отличается от процесса выпрессовывания, кроме использования другого ввертыша. Запрессовывать нужно до упора торца ввертыша в посадочное место нижней тарелки пружины на ГБЦ.
Засим доклад окончен, любите свои моторы друзья! Пока!
Зачастую ремонтом автомобилей занимаются сами владельцы, приспосабливая для этого частные гаражные помещения. Особенно это касается отечественных марок машин, конструкция которых предусматривает ремонт основных узлов и механизмов. Не являются исключением ремонтные работы ответственных узлов двигателя.
Ремонт головки блока цилиндров часто подразумевает замену направляющих втулок клапанов газораспределительного механизма, который отвечает за своевременную подачу воздуха и топливовоздушной смеси в цилиндры двигателя внутреннего сгорания.
ГБЦ – узел — крышка, функция которого — сочленение с блоком двигателя, закрытие блока от разнообразных неблагоприятных факторов. Это деталь сложной конструкции, созданная из дералюминиевого сплава или легированного чугуна. Внутренняя поверхность головки блока цилиндров имеет ровную, гладкую структуру, что показывает значимость данного узла. Нижнюю часть головки БЦ производят чуть шире для более надежного соединения с блоком цилиндров.
Признаки, указывающие на осмотр и необходимость замены направляющих втулок:
- прослушивается посторонний стук в двигателе;
- повышается расход масла;
- наблюдается поперечный люфт клапана во втулке.
Часто понятия «выпрессовка
» и «
запрессовка
» деталей ассоциируют с термином «
демонтаж
» и «
монтаж
». Это не совсем правильно, так как демонтажные или монтажные работы больше относятся к свободно посаженным деталям, а вот выпрессовка или запрессовка — к деталям, установленным с натягом. Это более трудоемкий процесс.
Для процесса запрессовки и выпрессовки применяют разные по своей конструкции виды прессов: гидравлические, верстачные реечные, верстачные винтовые. У каждого пресса имеются свои функциональные возможности. Верстачные реечные и верстачные винтовые уместно применять для выпрессовки небольших деталей: втулок, пальцев, шпилек и т.д. Гидравлические прессы уместны при выполнении работ с большими деталями. Замена втулки клапанов. Для установления новых деталей требуется подготовить каждое гнездо — выпрессовать старые элементы.
Почему гильзы могут выйти из строя
Основной причиной выхода из строя направляющих втулок является их износ. В результате увеличивается расход смазочной жидкости, так как люфт деталей приводит к быстрому выходу из строя маслосъёмного колпачка и масло просачивается в камеру сгорания. В результате наблюдается образование нагара, нарушение температурного режима работы мотора, увеличение токсичности отработанных газов и поломка катализатора (если он в машине есть).
Изношенные втулки клапанов ВАЗ 2106
Своевременная замена моторного масла и правильная эксплуатация ДВС автомобиля позволяет продлить срок службы втулок и менять их каждые 180–200 тысяч километров пробега. Однако из-за зазоров клапанов и несоответствия моторного масла рекомендуемым нормам может произойти боковой износ втулок и снижение подвижности клапанов по оси штока из-за увеличения радиальной нагрузки на него. По этой причине после смены маслосъёмных колпачков обязательно проводят корректировку зазора в направляющих втулках. При слишком большом зазоре и выявлении люфта втулки в обязательном порядке меняют.
Способы выпрессовки и запрессовки втулок клапанов ГБЦ
Способ 1
. Самый распространенный, простой и неправильный метод — выбивание втулок с помощью молотка, зубила. Извлечение подобным способом втулок приводит к порче посадочного места в ГБЦ. Такой подход к ремонту чаще наблюдается у мастеров — самоучек.
Способ 2
. Использование специализированной латунной оправки вместо зубила почти полностью исключает риск повреждений газораспределительного механизма, но не даёт полной гарантии качества. Оправка должна быть расположена со стороны седла на направляющую втулку, которую в дальнейшем выбивают молотком.
Способ 3
. Применение специального съемника — это процесс, наиболее оптимальный при изъятии втулок. Правильный демонтаж и монтаж втулок. Основной проблемой при демонтажных работах втулок является снятие слоя металлической поверхности посадочного места. Для наилучшей выпрессовки необходимо нагреть головку блока до девяноста градусов. Перед монтажными работами новых направляющих будет правильнее выдержать их в масле в течение 5-8 минут для пропитки. Головка блока нагревается, а сами втулки охлаждаются с помощью жидкого азота или низких температур морозильной камеры.
Как самому заменить направляющие втулки с помощью оправки
Шаг 1. Выпрессовка втулок клапанов
Непосредственно перед разборкой втулок производится подготовка газораспределительного узла. Оправка для процесса выпрессовки имеет форму ступеней. Ступень крайне необходима, чтобы исключить процесс повреждения посадочного гнезда в ГБЦ. За счет небольшого диаметра оправка входит во втулку на 3-3,5 см. Расширение диаметра позволяет спокойно пройти сквозь гнездо в головку блока цилиндра.
Небольшой диаметр оправки позволяет ей войти во втулку на 3-3,5 см с зазором. Наибольший размер диаметра позволяет намного легче продвинуться через гнездо в ГБЦ. Стоит напомнить, что втулки из бронзы с легкостью демонтируются из головки по причине относительно слабого натяга при установочном процессе.
Для чего нужна направляющая втулка
Направляющую втулку вполне справедливо можно считать основным элементом, от которого зависит ресурс и правильная работа тандема «седло — клапанная тарелка». Материал, из которого изготовлена деталь и сама её конструкция в первую очередь нацелены на работу в условиях больших скоростях закреплённого в ней клапанного стержня, постоянных высокотемпературных нагрузок и практически полного отсутствия смазки в паре «клапан-втулка».
Причины и последствия деформации
Описанные условия приводят к тому, что в процессе работы мотора изнашиваются и направляющая втулка клапана, из-за чего со временем может нарушаться её соосность с клапанным стержнем. В дальнейшем деталь ещё больше разбивается и клапан начинает «гулять» и неплотно прилегать к своему седлу, а это, в свою очередь, приводит к разбитию фаски седла со временем. В качестве последствий можно получить прогар клапана и попасть на замену седла.
Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Также из-за «гуляния» клапана в разбитой направляющей могут быстрее прийти в негодность маслосъёмные колпачки. Они просто не смогут удерживать масло при увеличившихся угловых смещениях клапанного стержня. Результатом будет попадание масла в двигатель, а если ещё учесть, что через разбитую втулку будет проходить масла больше обычного, то ситуация получается не из приятных. Увеличится нагар на клапанах и других деталях вокруг камеры сгорания, повысится уровень вредных выбросов выхлопных газов и можно получить преждевременно вышедший из строя каталитический нейтрализатор. И простой заменой маслосъёмных колпачков тут не обойтись, так как вскоре проблема снова вернётся.
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого. Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.
Для впускных клапанов направляющие втулки не должны выступать, дабы не увеличивать аэродинамическое сопротивление впускного канала. Втулки выпускных клапанов призваны по максимуму «прятать» стержень клапана для сохранности последнего от воздействия высоких температур и лучшего отвода тепла.
Внешний вид и расположение направляющей втулки клапана в ГБЦ
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Видео: обзор направляющих втулок клапанов для ВАЗ 2108–2109
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.
Нагар на штоке разрушает втулку довольно быстро
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Определение износа
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
- С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.
Набор из Нутромера и микрометра для определения износа втулок
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Замена направляющих втулок клапанов
Извлечение
- Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
- Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.
Инструмент для выпрессовки и запрессовки направляющих втулок
Видео по выпрессовке
Установка новых
- Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
- В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
- Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
- Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
- Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Видео по запрессовке
Инструменты и материалы
Замена направляющих втулок проводится с использованием следующего инструментария:
- молоток;
- развёртки на 8.022 и 8.028;
- оправка для выпрессовки и запрессовки втулок.
Втулки меняют с помощью ступенчатой оправки — латунного либо бронзового инструмента. Упирается он в направляющую втулку, после чего она выбивается ударом молотка. Такой способ выпрессовки не так вредит ГБЦ, как использование обычного молотка и зубила. Специальный съёмник используется не только для снятия втулок, но и для их замены.
Ступенчатая оправка, используемая для выпрессовки направляющих втулок ВАЗ 2106
Лучшим инструментом для замены направляющих втулок является съёмник-выпрессовщик. Такие приспособления позволяют снимать втулки клапанов без повреждения посадочной плоскости на ГБЦ. Наличие этого инструмента позволяет избежать задиров и других дефектов ГБЦ, которые могут появиться при использовании оправки и молотка.
Съёмник-выпрессовщик для направляющих втулок ВАЗ 2106- универсальный инструмент
Финальная стадия — развёртки
Бывает так, что при установке клапанов они не входят в новые втулки. Это вызвано тем, что при запрессовке направляющие могут немного изменить свой внутренний диаметр. Здесь на помощь приходят развёртки, которыми наша запчасть растачивается до нужного диаметра. Применяем последовательно одну за другой по нарастающей. Параллельно снимаются замеры после каждого использования. Развёртки лучше брать сразу алмазные, так как стальные значительно быстрее приходят в негодность.
Развёртка направляющих втулок 8,022 мм
Как говорилось в самом начале, направляющие втулки клапанов, несмотря на их внешнюю кажущуюся простоту, являются одними из базисных элементов газораспределительного механизма. Понимание этого момента, а также возможных последствий в случае неисправности позволит сохранить немало нервов, времени и денежных средств.
Общее устройство втулок головки блока цилиндров
На современных машинах головки клапанов выполнены из специальных сплавов.
Направляющие втулки клапанов ВАЗ 2106
На ВАЗ 2109, к примеру, направляющие изготовлены из износостойкого материала и запрессованы в головку при высокой температуре, поэтому сменить их достаточно сложно. Но проводить процедуру замены всё же нужно, поскольку втулка, несмотря на её прочность, со временем изнашивается, теряя герметичность. Проблема особенно актуальна для двигателей с большим количеством клапанов.
Замена направляющих втулок клапанов на автомобилях ВАЗ 2106 и 2109
Автор Михаил Рассветный На чтение 7 мин. Просмотров 2.7k. Опубликовано
Огромным преимуществом российского автопрома является возможность не только замены, но и полноценного ремонта всех узлов и агрегатов автомобилей. Довольно часто автовладельцы проводят полный разбор двигателей ВАЗ 2106 и ВАЗ 2109 и меняют все его составляющие, в том числе и направляющие втулки клапанов.
Конструкция ГБЦ и клапанов
Функционирование клапанного механизма на машинах ВАЗ 2106 и ВАЗ 2109 зависит от работы цепного привода (современные модели авто оснащаются ремёнными приводами).
Устройство головки блока цилиндров довольно примитивное: это сёдла, пружины, направляющие втулки. Захлопывание клапанов в системе осуществляется автоматически при помощи встроенных пружин. Чтобы в камеру сгорания не просачивалось моторное масло, на втулку крепится маслосъёмный сальник.
Схема головки блока цилиндров ВАЗ 2106Клапанный механизм работает в сложных условиях с высокими температурами и масляным голоданием. Основной его задачей является обеспечение герметичности всей системы. Проблемы в его работе могут стать причиной снижения мощности, повышения расхода топлива и быстрого износа ГРМ.
Общее устройство втулок головки блока цилиндров
На современных машинах головки клапанов выполнены из специальных сплавов.
Направляющие втулки клапанов ВАЗ 2106На ВАЗ 2109, к примеру, направляющие изготовлены из износостойкого материала и запрессованы в головку при высокой температуре, поэтому сменить их достаточно сложно. Но проводить процедуру замены всё же нужно, поскольку втулка, несмотря на её прочность, со временем изнашивается, теряя герметичность. Проблема особенно актуальна для двигателей с большим количеством клапанов.
Назначение гильз
Основная задача клапанов — подача в камеру сгорания топливно-воздушной смеси и вывод из неё выработанных газов. У каждого из цилиндров мотора имеется два клапана — впускной и выпускной. В направляющей втулке движется шток, который и впускает/выпускает отработанные газы и топливную смесь. Герметизация камеры сгорания происходит за счёт точной «посадки» головки на седло.
Качество работы клапанов двигателя зависит от направляющих втулок и сёдел. Во время эксплуатации они изнашиваются и не могут поддерживать высокую производительность двигателя. В такой ситуации их придётся менять.
Почему гильзы могут выйти из строя
Основной причиной выхода из строя направляющих втулок является их износ. В результате увеличивается расход смазочной жидкости, так как люфт деталей приводит к быстрому выходу из строя маслосъёмного колпачка и масло просачивается в камеру сгорания. В результате наблюдается образование нагара, нарушение температурного режима работы мотора, увеличение токсичности отработанных газов и поломка катализатора (если он в машине есть).
Изношенные втулки клапанов ВАЗ 2106Своевременная замена моторного масла и правильная эксплуатация ДВС автомобиля позволяет продлить срок службы втулок и менять их каждые 180–200 тысяч километров пробега. Однако из-за зазоров клапанов и несоответствия моторного масла рекомендуемым нормам может произойти боковой износ втулок и снижение подвижности клапанов по оси штока из-за увеличения радиальной нагрузки на него. По этой причине после смены маслосъёмных колпачков обязательно проводят корректировку зазора в направляющих втулках. При слишком большом зазоре и выявлении люфта втулки в обязательном порядке меняют.
Признаки неисправности направляющих гильз
Износ направляющих втулок клапанов легко и быстро определяется владельцем транспортного средства. Основной симптом этой неисправности — увеличение расхода моторного масла.
Первое, что стоит проверить при увеличении расхода моторного масла, это клапаны двигателя автомобиля. Ещё одним признаком неисправности может стать характерный шум мотора в области головок. Самый лёгкий способ проверить это — открыть капот автомобиля, запустить двигатель и внимательно прислушаться. Если на фоне работы мотора будет заметен странный и необычный шум, то стоит провести диагностику клапанов и направляющих втулок.
Инструменты и материалы
Замена направляющих втулок проводится с использованием следующего инструментария:
- молоток;
- развёртки на 8.022 и 8.028;
- оправка для выпрессовки и запрессовки втулок.
Втулки меняют с помощью ступенчатой оправки — латунного либо бронзового инструмента. Упирается он в направляющую втулку, после чего она выбивается ударом молотка. Такой способ выпрессовки не так вредит ГБЦ, как использование обычного молотка и зубила. Специальный съёмник используется не только для снятия втулок, но и для их замены.
Ступенчатая оправка, используемая для выпрессовки направляющих втулок ВАЗ 2106Лучшим инструментом для замены направляющих втулок является съёмник-выпрессовщик. Такие приспособления позволяют снимать втулки клапанов без повреждения посадочной плоскости на ГБЦ. Наличие этого инструмента позволяет избежать задиров и других дефектов ГБЦ, которые могут появиться при использовании оправки и молотка.
Съёмник-выпрессовщик для направляющих втулок ВАЗ 2106— универсальный инструментКак заменить клапанные втулки на ВАЗ 2106
- Открыть доступ к втулкам клапанов за счёт проворачивания двух крайних шпилек, которые мешают установить оправку. Отворачиваются они методом навинчивания на них четырёх гаек попарно. Можно прибегнуть к специальному шпильковёрту. Шпильки ГБЦ ВАЗ 2106 откручиваются для доступа к клапанам
- Направляющая втулка легко выпрессовывается ударами молотка по вставленной оправке. Прежде чем приступать к извлечению старой втулки, необходимо перевернуть ГБЦ. Выпрессовка направляющей втулки ВАЗ 2106 из гнезда с помощью специального инструмента
- Деталь устанавливается в седло, затем молотком и оправкой запрессовывается до упора в плоскость ГБЦ. На втулки надеваются стопорные кольца и в таком состоянии проводится их запрессовка. Втулки впускных клапанов на ВАЗ 2106 несколько короче, чем втулки выпускных клапанов. Изнутри они покрыты канавками, которые смазывают клапаны. Длина канавок различается у впускных и выпускных клапанов: в первом случае они идут только до половины седла, во втором — до его дна. Запрессовка новых направляющих втулокВАЗ 2106
- По окончании монтажа втулок их отверстия разворачиваются, причём их диаметр различается. Отверстия направляющих втулок ВАЗ 2106 разворачиваются после монтажа
Замена клапанных гильз на ВАЗ 2106 — видео
Установка направляющих втулок на ВАЗ 2109
- Смена направляющих втулок на ВАЗ 2109 начинается с фиксации на детали съёмника посредством обточенных гаек. Центральная часть инструмента придерживается верхним ключом, а при помощи нижнего выпрессовывается направляющая втулка. Её выход из гнезда сопровождается характерным щелчком, после этого деталь вынимается. Направляющие втулки клапанов ВАЗ 2106 выпрессовываются съёмником
- Чтобы облегчить процесс установки втулки, её обрабатывают моторным маслом. Деталь запрессовывается в седло клапана при помощи конической втулки. При этом для впускного и выпускного клапанов втулки выбираются таким образом, чтобы резьба на направляющей детали была длиннее на несколько сантиметров.
- Желательно, чтобы детали имели разную температуру: головка блока цилиндров должна быть нагрета до 150оС, втулка, наоборот, охлаждается. Если не создать разницу температур, то можно спровоцировать деформацию алюминиевого сплава, в результате чего в металле возникнут слишком большие внутренние напряжения. Это может привести к перегреву клапанов двигателя.
- На втулке располагается кольцо, по которому определяется её правильная посадка. После установки детали на ней развёртывается отверстие при помощи специального инструмента. Диаметр отверстия можно проверить нутромером — он должен соответствовать параметру, указанному в технической документации автомобиля. Если данные совпадают, то устанавливают клапан. При неплотном прилегании втулки к седлу её правят с помощью шарошки. Подводка седла клапанов ВАЗ 2109 при помощи шарошки
- После монтажа новых втулок в ГБЦ могут появиться зазоры из-за потери соосности. Чтобы устранить данную проблему, необходимо провести притирку клапанов. С этой целью сёдла клапанов ещё раз обрабатываются шарошкой. Процедура установки новых втулок завершается после окончательной притирки клапанов.
Итак, поменять направляющие втулки можно как самостоятельно, так и в автосервисе. Это довольно простая в исполнении процедура, которая может значительно продлить срок эксплуатации двигателя автомобиля.
Добрый день. Меня зовут Михаил. Оцените статью: Поделитесь с друзьями!Как поменять направляющие втулки клапанов
Замена направляющих втулок клапанов
Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов
Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Слабый натяг по причине гнезда потребует увеличения диаметра гнезда, куда потом устанавливается ремонтная втулка увеличенного размера. Рассверливать гнездо в ГБЦ также нужно исключительно на станке, что позволит избежать возможного перекоса при выполнении нового отверстия. Что касается степени натяга ремонтной втулки, данный показатель следует максимально увеличить, так как в новом отверстии материал более твердый и имеет большую шероховатость на поверхности стенок.Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником
Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Чтобы запрессовать втулки съемником понадобятся 2 проставки, которые имеют коническую фаску и упираются в седло клапана. Одна деталь должна иметь больший диаметр, а другая меньший (в соответствии с тем, что посадочное место впускного клапана больше, а выпускного клапана меньше). Также снова понадобиться осуществить подбор распорных втулок съёмника, учитывая при этом необходимость выхода резьбовой части съемника на 20-30 мм при установке новой втулки клапана.Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Рекомендуем также прочитать статью о том, какой зазор должен быть у поршневого кольца. Из этой статьи вы узнаете о правильном подборе теплового зазора поршневых колец во время их замены или в процессе капитального ремонта двигателя.Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Завершающим этапом становятся обязательные замеры диаметра полученного отверстия в направляющей втулке. Для проверки используется специальный индикаторный нутромер. Также следует измерить толщину стержня клапана при помощи микрометра. Если все выполнено правильно, тогда зазор будет находиться в допустимых пределах.Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Как происходит правильная замена направляющих втулок клапанов на Ваз и прочих авто
Многие автомобилисты с приличным опытом езды, которые видели двигатель в разобранном виде, не подозревают о существовании таких деталей, как направляющие втулки клапанов. Причин две: они малозаметны даже на снятой головке блока цилиндров (ГБЦ) и служат довольно долго — 200 тыс. км и более, а потому редко обсуждаются в среде водителей. Но в результате износа эти неприметные детали всё равно приходится менять, что при желании спокойно делается в домашних условиях.
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.
На схеме двигателя показано расположение направляющих втулок
Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.
Слева втулка для выпускного клапана, справа — для впускного
Важный момент. Направляющие элементы для впускной и выпускной группы клапанов отличаются по конструкции, хотя внешне могут выглядеть одинаково (например, детали для российских автомобилей ВАЗ 2108—09). Разница такая: во втулке для выхлопного тракта масляная канавка выполнена по всей длине отверстия, а для впускного — только наполовину. А вот изделия для «классики» ВАЗ 2106 различаются и по размерам, при одинаковом диаметре выпускные элементы длиннее впускных.
Бронзовые втулки для ВАЗ 2109 с виду все одинаковые
Втулки выполняют следующие функции:
- как явствует из названия, они направляют движение клапана, чтобы его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
- принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
- клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
- благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.
Чугунные детали ВАЗ 2106 — впускные втулки короче выхлопных
Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.
Так выглядит выступающая часть, куда надевается маслосъёмный колпачок
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.
Нагар на штоке разрушает втулку довольно быстро
Примечание. На рабочий ресурс всех элементов газораспределительного механизма также влияет исправность системы питания и зажигания. Когда в результате неполадок возникают хлопки в топливный либо выхлопной коллектор, то смазка между парой клапан — втулка смывается несгоревшим бензином, отчего несколько секунд механизм работает «на сухую».
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.
Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.
Совет. По нагару на свечах вы можете определить цилиндр, в который попадает наибольшее количество смазочного материала. Это пригодится для выполнения диагностики.
Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.
Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Порядок замены направляющих клапанов ВАЗ 2106
Вся процедура делится на несколько этапов:
- Подготовка инструментария.
- Частичная разборка двигателя, а именно — снятие ГБЦ.
- Выбор и покупка новых деталей.
- Демонтаж изношенных элементов и запрессовка новых.
- Обратная сборка и запуск мотора.
Первым делом следует отключить аккумулятор от бортовой сети
Совет. Стоит соблюдать именно такую очерёдность действий — сначала разборка мотора, а потом закупка запчастей. Вскрытие точно покажет, какие детали вам нужны. Если вы недавно меняли клапана (5—10 тыс. км назад), то их нужно вытащить, чтобы примерить к новым втулкам в магазине. Старую клапанную группу придётся заменить.
Подготовка необходимого инструмента
Чтобы произвести разборку и замену направляющих, вам понадобится:
- стандартный набор рожковых и накидных ключей;
- набор головок с мощным воротком и трещоткой;
- динамометрический ключ для обтяжки болтов ГБЦ и гаек распредвала при сборке;
- отвёртки, пассатижи;
- ключ на 36 мм для ручного вращения коленчатого вала;
- монтировка;
- съёмник для разблокировки клапанов;
- тяжёлый молоток;
- оправка для выбивания и запрессовки втулок;
- развёртка на 8.025 мм с воротком;
- ёмкость и шланг для опорожнения системы охлаждения;
- ветошь.
Без ключа с трещоткой и головок при снятии ГБЦ не обойтись
Оправка для работы с направляющими представляет собой стальной пруток, конец которого проточен под внутренний диаметр втулки. Вторая часть оправки — это насадка для запрессовки, чей размер подогнан под широкую наружную часть детали (так называемую шляпку), поскольку по торцу бить нельзя. Комплект можно заказать токарю либо купить в готовом виде, он стоит недорого.
Оправку для выбивания и посадки втулок можно выточить по чертежу
Совет. В процессе замены направляющих придётся заново притирать клапана, а то и выполнять прирезку сёдел. Для этих работ нужен специальный инструмент и соответствующие навыки, поэтому операцию лучше доверить мастеру. Кроме того, покупка приспособлений для прирезки и притирки сведёт к нулю всю выгоду от ремонта ГБЦ своими руками.
Это развёртка, используемая на ГБЦ автомобилей ВАЗ 2101—07
Развёртка — это слесарный инструмент, предназначенный для точной подгонки внутренних диаметров отверстий. В данном случае она необходима, чтобы развернуть внутреннюю часть втулки под стержень клапана с минимальным зазором.
Демонтаж ГБЦ и старых втулок
Данный этап — самый трудоёмкий и длительный, начинается он с отключения аккумулятора и опорожнения водяной рубашки мотора (с радиатора жидкость сливать не нужно). Дальнейшие операции выполняйте в таком порядке:
- Отсоедините трос пускового устройства, бензиновый шланг и привод акселератора, после чего снимите корпус воздушного фильтра и карбюратор.
- Открутите клапанную крышку и совместите насечку на шкиве коленвала с длинной риской на блоке. Отключите от свечей провода и демонтируйте трамблёр, запомнив положение бегунка. Снимите провод с датчика температуры.
- Ослабьте цепь, выкрутив натяжитель, затем разблокируйте гайку шестерни распределительного вала и открутите её. Снимите шестерёнку и зафиксируйте цепь, чтобы она не провалилась внутрь блока. Открутите гайки крепления постели распредвала и демонтируйте её со шпилек.
- Отсоедините от ГБЦ все патрубки охлаждающей системы и «штаны» выхлопной трубы.
- В произвольном порядке ослабьте 11 болтов крепления головки цилиндров и выверните их. Двумя руками поднимите ГБЦ и снимите вместе с коллекторами.
Снятие корпуса фильтра
Совет. Сразу после демонтажа головки очистите блок от старой прокладки и накройте чистой материей, чтобы внутрь цилиндров случайно не попала грязь.
Снятую ГБЦ удобно разместите на столе и снимите пружины с коромыслами (желательно не путать местами), после чего съёмником разблокируйте клапаны и вытащите их. При этом не потеряйте «сухари» — мелкие полуцилиндры, вставляющиеся в прорезь штока. Затем переверните головку камерами сгорания кверху, подложите по краям деревянные бруски и выбейте оправкой все втулки. Удары наносите со средним усилием, чётко и точно. В конце почистите и тщательно протрите всю ГБЦ от нагара и отложений.
Карбюратор надо снять с коллектора, чтобы не мешал
Рекомендация. Пользуясь моментом, обследуйте разобранный двигатель на предмет других неисправностей, чтобы сразу их устранить. Привлеките мастера — моториста с прибором — нутромером, дабы он проверил выработку в цилиндрах и проконсультировал вас по всем вопросам. Это важно, если вы разбираете силовой агрегат ВАЗ 2106 впервые.
Перед разборкой важно совместить метки
Фотоинструкция по снятию головки цилиндров
Чтобы добраться до распредвала, нужно демонтировать клапанную крышку Снятие трамблера Шестеренку распредвала надо открутить и снять, не сбивая положение меток После разблокировки пружины легко снимаются Головку цилиндров нужно аккуратно снимать двумя руками Чтобы вытащить клапаны, нужно съемником разблокировать пружины ГБЦ в разобранном виде Снятие корпуса распределительного вала Отключение провода от датчика температуры С ГБЦ нужно снять все патрубки системы охлаждения Втулка выбивается молотком через оправку Снятие пружин коромысел (рокеров)Как демонтировать ГБЦ ВАЗ 2106 — видео
Подбор новых деталей
Направляющие втулки для двигателя «шестёрки» можно купить в двух исполнениях — из чугуна или бронзы. При выборе стоит придерживаться таких рекомендаций:
- Если вы исповедуете обычный стиль езды и не увлекаетесь тюнингом авто, нет смысла ставить изделия из бронзы. Купите недорогие направляющие из чугуна, и они прослужат достаточно долго.
- Бронзовые детали лучше ставить вместе с облегчёнными хромированными клапанами (например, от бренда АМР).
- Учитывая цену чугунных изделий и ваш первый опыт их замены, рекомендуется приобрести 2 комплекта деталей. Причина — хрупкость материала, который случайно может расколоться при неумелом обращении.
- Подбирайте втулки таким образом, чтобы клапаны вставлялись в них с трудом либо не входили вовсе. Не берите изделия с неправильными отверстиями, куда свободно проходит шток.
- Если после разборки вы обнаружили, что одна или несколько втулок крутятся либо болтаются в гнёздах ГБЦ, необходимо подобрать ремонтные изделия. Их внешний диаметр больше стандартного на 0,05—0,1 мм, что позволит посадить такие детали в разбитые отверстия головки цилиндров. Здесь стоит воспользоваться измерительными приборами — микрометром и нутромером.
Совет. Не слушайте заверения о том, что бронзовые втулки противостоят износу лучше чугунных, это не соответствует действительности. Чугун гораздо твёрже большинства металлов, в том числе и бронзы, просто он хуже передаёт тепло. Отсюда вывод: те и другие детали хороши, но применять их надо по назначению.
Также стоит приобрести новую клапанную группу (если она не менялась недавно), прокладки под ГБЦ и различные патрубки и 1—2 л антифриза на доливку. Остальные детали покупайте по результатам проведённой ранее дефектовки.
Посадка втулок и обратная сборка
Чтобы запрессовать направляющие в гнёзда, переверните головку цилиндров камерами сгорания книзу. Затем наденьте на элементы стопорные кольца, натягивая их с верхнего конца. Если начнёте надевать кольцо с нижней стороны, то обязательно оставите на поверхности глубокие борозды, куда впоследствии может протечь масло.
Важно! Перед посадкой смажьте наружную поверхность деталей тонким слоем моторного масла.
Новая втулка забивается до упора через проставку
Для запрессовки вставьте первую втулку концом в отверстие, наденьте на оправку насадку и приложите её к широкой части детали. Выверенными ударами молотка по проставке забейте втулку до упора, что характеризуется изменением звука ударов (появится лёгкий звон). Бейте со средней силой, чтобы не расколоть чугун. Повторите действие со всеми элементами, а если какой-то из них все же расколется, возьмите запасной.
Справка. Зачастую можно услышать рекомендации, что ГБЦ необходимо греть в ведре с водой, а втулки перед забивкой засунуть в морозилку. Эти мероприятия действительно облегчают запрессовку, но отнимают массу времени. Любой знающий слесарь вам скажет, что посадка чугуна в алюминиевый сплав с натягом 0,04—0,06 мм спокойно выполняется без всякого разогрева.
Отверстия втулок следует прогнать разверткой
По окончании запрессовки нужно прогнать внутренний диаметр втулок развёрткой, чтобы стержень клапана скользил в нём с минимальным зазором. Операция выполняется так: закрепите четырёхгранный конец развёртки в воротке, смажьте рабочую часть моторным маслом, вставьте в отверстие и вращайте по часовой стрелке. Инструмент должен пройти по всей длине детали. Теперь остаётся поставить и притереть клапана, что рекомендуется доверить специалисту. Затем произведите сборку двигателя в обратном порядке, но с учётом ключевых моментов:
- Если вы хотите повысить герметичность прокладки между головкой и блоком, обработайте её тонким слоем графитной смазки. Высокотемпературные герметики использовать нельзя.
- 10 основных болтов крепления ГБЦ обтяните динамометрическим ключом в 2 приёма в последовательности, указанной на схеме. Первый раз затяните их моментом 41 Нм, второй раз — 118 Нм. Одиннадцатый болт меньшего размера обтягивается за 1 раз моментом 39 Нм.
- Постель распределительного вала тоже протягивается по схеме с соблюдением момента 22 Нм.
- Шестерёнку и цепь надо установить таким образом, чтобы круглая метка на звёздочке совпала с приливом на корпусе распредвала. Метки на коленчатом валу вы совместили перед разборкой, проверьте их.
- Не забудьте отрегулировать зазоры между коромыслами клапанной группы и кулачками распределительного вала (его величина должна составлять 0,15 мм).
- При установке трамблёра восстановите первоначальное положение бегунка, чтобы не сбить зажигание.
Схема затяжки болтов головки цилиндров
Совет от бывалых. Старые мастера после затяжки болтов ГБЦ нередко давали двигателю постоять в течение 12—24 часов, а потом ещё раз обтягивали головку. При наличии времени последуйте данной рекомендации, через сутки вы сами убедитесь, что узлы «уселись», а болты немного прослабились.
Порядок затягивание гаек крепления распределительного вала
По окончании сборки и заливки антифриза запустите двигатель, прогрейте его и вращением корпуса трамблёра выставьте оптимальный угол опережения зажигания.
Совмещение круглой метки на шестерне с приливом на корпусе
Видео по замене направляющих втулок
Суть процесса замены направляющих одинакова для автомобилей любых марок, разница заключается в сложности разборки и форме втулок. Данная процедура довольно трудоёмкая и отнимет у вас немало времени. Будьте готовы к тому, что по ходу дела в двигателе наверняка вылезет ещё какая-то неисправность и её тоже придётся устранять. С другой стороны, вы сэкономите немало денег, выполнив замену втулок собственноручно.
- Автор: Сергей Сергеев
- Распечатать
ЗАМЕНА НАПРАВЛЯЮЩИХ ВТУЛОК КЛАПАНОВ — Mercedes-Benz 190 (W201), 3.2 л., 1991 года на DRIVE2
Всем привет!) приехав на праздники решил все же самостоятельно поменять направляющие втулки клапанов, как раз последняя партия втулок пришла, выколотки изготовлены, и еще нашел дома старый нагреватель)
Чертежи и схему самих выколоток взял у zero911
Отец просто, посмотрел фотографии, и по размерам втулок сделал вот такие:
не такие большие как на чертеже, уменьшенный вариант
Для тех кто не в курсе, двигатель кушал много масла, вскрытие показало что виноваты и низ (блок двс) и верх (гбц), были изношены направляющие клапанов, зазор втулка-клапан был больше чем допускается, вот и решил их поменять…
Такой я снял головку
масло было гамно похоже
клапана не закрывались до конца, большой нагар на всех клапанах, изношенные маслосьемные колпачки
Далее разобрал, выбил втулки, почистил головку
пастой гои полировал шейки распредвала
по глупости выбитые гидрики
Желательно нагреть голову, 6 цилиндровая головка длинная, поэтому ее как то трудновато нагреть, решил греть в ванной, сначала подогрел воду до 90 градусов по Цельсию, полностью погрузил голову, и через минут 15 она нагрелась, тут же вытащил сразу все 6 впускных втулок из морозильника, приготовил рюмку подсолнечного масла)
10 трв, 2 кольбеншмидт
Делал 2 подхода, после 6 забитых, опять погружал голову в воду, и давал прогреться 10-15 минут
Смазывал пальцем обильно цилиндр, погружал втулку в рюмку с маслом, надевал на выколотку, и легкими ударами молотка забивал) и так 12 раз!)
Сложного ничего нету, и еще, развертка не понадобилась (а ее у меня как раз и нет) примерил новые впускные клапана, все идеально, с чуть зазором, и примерял выпускные старые клапана, тоже все отлично, то что надо!
Теперь после приезда выпускных клапанов TRW, голова отправится в мастерскую, чтобы там всякие углы сделать, притереть, и собрать) ну и сразу же на шлифовку! Опрессовывать не буду, я в ней уверен!
Ну и еще, по своей тупости и неопытности, вытащил все гидрики, а они у меня все оригинальные мерседес (INA), и не шумели, потом только узнал что они не любят когда их трогают.теперь думаю раскошелиться ли сразу на новые гидрики
Всем добра! жмем нравится!)
Page 2
Всем привет!) приехав на праздники решил все же самостоятельно поменять направляющие втулки клапанов, как раз последняя партия втулок пришла, выколотки изготовлены, и еще нашел дома старый нагреватель)
Чертежи и схему самих выколоток взял у zero911
Отец просто, посмотрел фотографии, и по размерам втулок сделал вот такие:
не такие большие как на чертеже, уменьшенный вариант
Для тех кто не в курсе, двигатель кушал много масла, вскрытие показало что виноваты и низ (блок двс) и верх (гбц), были изношены направляющие клапанов, зазор втулка-клапан был больше чем допускается, вот и решил их поменять…
Такой я снял головку
масло было гамно похоже
клапана не закрывались до конца, большой нагар на всех клапанах, изношенные маслосьемные колпачки
Далее разобрал, выбил втулки, почистил головку
пастой гои полировал шейки распредвала
по глупости выбитые гидрики
Желательно нагреть голову, 6 цилиндровая головка длинная, поэтому ее как то трудновато нагреть, решил греть в ванной, сначала подогрел воду до 90 градусов по Цельсию, полностью погрузил голову, и через минут 15 она нагрелась, тут же вытащил сразу все 6 впускных втулок из морозильника, приготовил рюмку подсолнечного масла)
10 трв, 2 кольбеншмидт
Делал 2 подхода, после 6 забитых, опять погружал голову в воду, и давал прогреться 10-15 минут
Смазывал пальцем обильно цилиндр, погружал втулку в рюмку с маслом, надевал на выколотку, и легкими ударами молотка забивал) и так 12 раз!)
Сложного ничего нету, и еще, развертка не понадобилась (а ее у меня как раз и нет) примерил новые впускные клапана, все идеально, с чуть зазором, и примерял выпускные старые клапана, тоже все отлично, то что надо!
Теперь после приезда выпускных клапанов TRW, голова отправится в мастерскую, чтобы там всякие углы сделать, притереть, и собрать) ну и сразу же на шлифовку! Опрессовывать не буду, я в ней уверен!
Ну и еще, по своей тупости и неопытности, вытащил все гидрики, а они у меня все оригинальные мерседес (INA), и не шумели, потом только узнал что они не любят когда их трогают.теперь думаю раскошелиться ли сразу на новые гидрики
Всем добра! жмем нравится!)
Как заменить направляющие втулки клапанов
Ранее для изготовления головки блока цилиндров использовался чугун. В нем высверливались отверстия, в которые вставляли клапаны. Потребность в направляющих втулках отсутствовала, так как чугун стоек к износу. К концу 20 века автопроизводители отказались от чугунных ГБЦ. Связано это было с большим весом чугуна и плохим теплоотведением. Преимущество алюминиевых сплавов: хорошая теплопроводность, легкий вес и легкая обработка, но они быстро изнашиваются от трения. Поэтому в конструкцию ГБЦ внесена дополнительная деталь – направляющая втулка клапана.
Причины преждевременного износа втулки клапана
Так как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
- своевременность замены и качества моторного масла;
- температурный режим работы ДВС;
- качество горючей смеси;
- исправность системы питания;
- правильность регулировки системы зажигания;
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
Симптомы износа
Главный симптом изношенности направляющих втулок — повышенный расход моторного масла. Связано это с тем, что при децентрированном ходе клапана маслосъемные колпачки перестают выполнять работу и через увеличенный зазор между клапаном и внутренней частью втулки в цилиндры попадает моторное масло.
Признаки повышенного расхода масла из-за изношенных втулок следующие:
- сизый дым из выхлопной трубы;
- повышенная дымность работающего двигателя;
- нагар на электроде свечи зажигания светлого пушистого вида;
- наличие на юбке или резьбе масла.
Как определить, что направляющие втулки изношены
Масло в цилиндры попадает и по причине неисправности деталей цилиндро-поршневой группы. Чтобы исключить данную причину, необходимо замерить компрессию. Это исключит неисправность поршневых колец.
Осмотрите свечи зажигания. Наиболее загаженная свеча говорит о проблемах в данном цилиндре. Далее осматриваем мотор на предмет износа направляющих в следующем порядке:
- Открутите гайки, крепящие клапанную крышку к ГБЦ, и снимите ее.
- Ослабьте цепь и, совместив метки, открутите и снимите шестерню распредвала.
- Постепенно и поочередно открутите постель распредвала и снимите ее.
- Демонтируйте коромысла, разблокируйте пружины клапанов цилиндра, в котором свеча больше всего покрыта нагаром.
- Аккуратно снимите маслосъемный колпачок и покачайте клапан в стороны, двигая вверх-вниз. Если при движении имеется боковой люфт, то требуется замена втулки.
В рабочем состоянии зазор между клапаном и направляющей минимален и не позволяет клапану двигаться в горизонтальном направлении (только вверх или вниз). Поэтому любое боковое качание означает износ втулки.
Прежде чем покупать новые направляющие, желательно снять клапаны и вместе с ними прийти в магазин. И при выборе обязательно пробуйте их посадку на шток клапана.
Направляющая втулка на штоке клапана должна двигаться легко, но при этом она не должна болтаться.
Необходимо это для того, чтобы в дальнейшем вам не пришлось снова идти в магазин, если втулки по каким-то причинам не подойдут.
Порядок замены направляющих втулок клапанов автомобилей ВАЗ
Для замены надо демонтировать ГБЦ и дополнительно иметь специальную наставку для снятия и установки. Однако не стоит пугаться, так как конструкция наставки проста, и вместо нее используйте подходящие по параметрам втулки подручные средства.
- Снимаем навесное оборудование, которое мешает снятию головки блока цилиндров.
- Снимаем клапанную крышку.
- Ослабляем цепь газораспределительного механизма и снимаем шестерню распредвала (не забудьте совместить метки).
- Демонтируем головку блока цилиндров и ставим ее на чистую ровную поверхность.
- Снимаем распредвал с постелью (гайки откручивайте постепенно, иначе постель встанет на перекос и вы ее не снимете).
- Снимаем коромысла и пружины.
- Проверяем люфт клапанов. Там, где он есть, клапаны удаляем, там, где его нет, устанавливаем на место пружины.
- Переворачиваем ГБЦ и со стороны камеры сгорания наставкой выбиваем направляющие.
- Устанавливаем новые втулки и собираем двигатель (при сборке не забудьте соблюсти момент затяжки гаек и ее порядок).
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей. Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны. Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку. Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.
В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток. Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.
Далее наденьте на нее головку и вставьте шток. Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место. При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2).
Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Видео: Замена направляющих втулок клапанов.
Замена направляющих втулок клапанов.
Приветствую всех водителей, любящих ремонтировать свой автомобиль или мотоцикл своими руками — в этой статье мы рассмотрим, как правильно заменить направляющие втулки клапанов, а так же инструмент, с помощью которого это будет легко сделать. О ремонте головки двигателя я уже писал, и почитать об этом можно вот здесь, но в этой статье мы более подробно разберём операцию, по грамотной замене направляющих втулок. И рассматривать ремонт головки мы будем на примере наших отечественных машин — ВАЗов 2108,09, Оки, Волги, но поняв основные принципы ремонта и работы с приспособлением, описанным в этой статье, на примере наших автомобилей, можно будет спокойно заменить втулки и на иномарке.
Рис. 1 Выпрессовка направляющей втулки переднеприводных вазов.
1 — направляющая втулка клапана, 2 — головка цилиндров, 3 — опора, 4 — зацеп, 5 — гайка, 6 — шпилька, 7 — наконечник.
У любой машины когда нибудь наступает такой момент, что замена сальников клапанов не помогает, и сизый дым из выхлопной трубы подсказывает водителю, что всё таки пора заняться более серьёзным ремонтом. А для удобства работы нужно будет изготовить несложное приспособление, которое если бы не опора 3 (см.рисунок 1) в виде пластины, то это устройство можно было бы применить и на классических Жигулях и Москвичах (так как головка ВАЗ 2108, 09 отличается от головки классических жигулей ВАЗ 2101,02,03,06,07).
К тому же при выпрессовке направляющих втулок клапанов у ВАЗ 2108,09 угол действия сил при выпрессовке втулок более благоприятный, так как угол наклона оси клапана относительно вертикали составляет всего 13,5°, а у классических Жигулей угол наклона оси клапана составляет 20° и здесь риск сдвига опоры больше. Но всё таки, чтобы полностью исключить риск сдвига опоры приспособления, она имеет два отверстия с резьбой М10, для крепления зацепов опоры.
Рис. 3 Выпрессовка направляющей втулки Волговского мотора.
1 — наконечник, 2 — головка цилиндров, 3 — направляющая втулка клапана, 4 — шпилька, 5 — опора, 6 — гайка.
Изношенные втулки выпрессовываем как показано на рисунке 3, но опору 5 для для Жигулей, или Москича, нужно будет сделать другую, в зависимости от размеров плоскости головки этих машин. Под иномарку естественно тоже нужно будет изготовить свою опору. Опорная втулка 3 и наконечник 5 (см. рис. 4) тоже изготавливается под диаметр втулок головки иномарки, или другой машины.
Сам процесс запрессовки новых втулок можно рассмотреть на рисунке 2. А чтобы запрессовка прошла вообще как по маслу, советую перед запрессовкой нагреть головку до 150°С.
Рис 2. Запрессовка направляющей втулки переднеприводных вазов.
1 — опорная втулка, 2 — гайка, 3 — головка цилиндров, 4 — наконечник, 5 — шпилька, 6 — направляющая втулка клапана.
Приспособление работает очень эффективно и легко справляется с величиной натяга, который рекомендует завод изготовитель двигателя. А именно: в сопряжении направляющая втулка и головка двигателя, рекомендуемая величина натяга 0,063 — 0,108 мм. То есть перед запрессовкой желательно проверить нутромером внутренний диаметр отверстия в головке, который должен быть 13,950 — 13,977 мм, а наружный диаметр втулки проверяем микрометром и он должен быть 14,040 — 14,058 мм. При этих диаметрах втулки и отверстия в головке, нормальный натяг, рекомендуемый заводом будет обеспечен.
Внутренний диаметр направляющих втулок, тоже очень важен и его тоже нужно замерить (особенно при покупке новых втулок), чтобы знать какой зазор получится относительно стержня клапана. Так как завод изготовитель, в сопряжении стержня клапана и отверстия направляющей втулки, рекомендует рабочий зазор 0,022 — 0,025 мм. Такой зазор получится если внутренний диаметр отверстия втулки будет равен 8,022 — 8,040 мм, а наружный диаметр стержня клапана будет в пределах 7,985 — 8,000 мм. Это для впускных клапанов.
Но так как выпускные клапана всегда больше нагреваются, то для них рабочие зазоры всегда немного больше, то есть в пределах 0,029 — 0,062 мм. Эти зазоры получим, если внутренний диаметр отверстия втулки будет в пределах 8,029 — 8,047 мм, а наружный диаметр стержня выпускного клапана, практически такой же как и впускного клапана — в пределах 7,985 — 8,000 мм.
Но зазор между отверстием направляющей втулки и стержнем клапана может быть другим, если материал из которого вы изготовите втулку, примените другой, не такой как в мануале вашего двигателя. И если у вас в моторе стояли втулки из чугуна, а вы решили заменить из бронзовыми, то следует знать, что коэффициент расширения бронзы отличается от чугуна, а значит и зазоры должны быть другими. Подробно об этом, советую почитать вот в этой полезной статье, в которой я написал про направляющие втулки, и вообще какие они бывают.
Рис. 4 Запрессовка направляющей втулки Волговского двигателя ГАЗ 24.
1 — шпилька, 2 — гайка, 3 — опорная втулка, 4 — тело головки цилиндров, 5 — наконечник, 6 — направляющая втулка клапана.
Несколько слов напишу и по Волге. На моторах первых Волг (кроме ГАЗ-21), а именно 24Д, 24,01 посадка втулок в отверстие головки предусматривалась Горьковским заводом с натягом 0,022 — 0,076 мм. Но на более современных машинах завода — ГАЗ 31029, натяг втулок немного увеличили до 0,027 — 0,087 мм. Но рабочие зазоры между стержнем клапана и его направляющей втулкой остались прежними и должны быть в пределах 0,050 — 0,097 мм. Эти зазоры получатся, если использовать втулки с внутренним диаметром отверстия 9,00 — 9,022 мм, а наружный диаметр стержня клапана должен быть в пределах 8,95 — 8,925 мм.
Наружный диаметр направляющей втулки автомобиля Волга составляет 17,00 мм. А оси клапанов современных Горьковских моторов, перпендикулярны плоскости готовки (см. рисунок 3), и этот плюс полностью исключает скольжение опоры приспособления (по сравнению с Жигулями и Москвичами). Но бывает, что втулки головки не менялись много лет, или головка была перегрета, то выпрессовать втулки из тела головки не так то просто. Нужно немного нагреть головку в месте выпрессовываемой втулки (до того, как капля воды начинает испаряться), а затем направить на втулку медную выколотку и тихонько обстучать втулку. После этого можно пускать в ход приспособление. Как я уже писал выше, опора 5 для Волги делается другая, и опорная втулка 3 тоже.
Напоследок хочу сказать, что диаметр стержня изношенного клапана, можно восстановить, если отполировать его, а затем отхромировать (если конечно выработка не сильная и не проявляется в форме ступеньки). А затем уже с помощью развёртки нужного диаметра разворачиваем втулку и добиваемся необходимого зазора между стержнем и отверстием втулки.
Если же отверстие втулки сильно разбито (изношено), то заказываем токарю новые втулки из бронзы, оставляя припуск отверстий, для обработки их развёрткой (так же не забываем про наружный диаметр втулки, рекомендованный заводом, чтобы обеспечить необходимый натяг при запрессовке. Но этот совет больше подходит для тех автомобилей или мотоциклов, для которых затруднительно достать новые детали (например антикварные машины или мотоциклы).
И раз уж разобрали головку вашего двигателя, проверьте герметичность клапанов (как это сделать можно найти в статье по ремонту головки, кликнув по ссылке в самом верху текста) и если они негерметичны, их следует притереть. Как грамотно притереть клапана, подробно читаем вот в этой статье. Да и сальники клапанов не помешает заменить новыми.
А эту статью я заканчиваю и надеюсь, что она поможет, особенно новичкам, самостоятельно осуществить замену направляющих втулок клапанов; удачи всем!
Замена направляющей клапана| Общее руководство по обслуживанию
В первую очередь БЕЗОПАСНОСТЬ: На этом этапе рекомендуется использовать защитные перчатки и очки.
Если вам необходимо заменить направляющие клапана, мы рекомендуем отнести головку блока цилиндров в механический цех, специализирующийся на ремонте головок блока цилиндров мотоциклов.
При замене направляющих вам потребуется заменить поверхность седел клапанов. Чтобы снять направляющие клапана, необходимо нагреть область вокруг направляющей клапана до 100 ° C (212 ° F) с помощью духовки.Не пользуйтесь фонариком из-за возможности покоробить голову.
Осторожно выбейте направляющую клапана с помощью отвертки направляющей клапана, доступной у большинства производителей в качестве специального инструмента, предназначенного для конкретного двигателя. Вставьте отвертку в отверстие клапана и вытолкните направляющую по направлению к верхней части головки блока цилиндров. Будьте очень осторожны, чтобы не повредить головку блока цилиндров.
Если оправка направляющей клапана недоступна, можно использовать альтернативный метод с использованием метчика.
Вставьте кран подходящего размера в направляющую клапана сверху. Удалите металлическую стружку сжатым воздухом.
ПРИМЕЧАНИЕ: Всегда надевайте защитные очки при использовании сжатого воздуха и никогда не направляйте их прямо на себя или кого-либо еще.
Вверните болт в направляющую клапана, на которую недавно была нарезана резьба.
Вставить пробойник в направляющую клапана со стороны камеры сгорания.
Выбейте направляющую клапана молотком.
Забейте новую направляющую клапана с помощью специального привода направляющей клапана. Вбейте направляющие с верхней части головки блока цилиндров и соблюдайте осторожность, чтобы не повредить головку.
При использовании заводской отвертки направляющей клапана направляющая будет на правильной высоте, когда инструмент коснется головки блока цилиндров.
После установки направляющих клапанов их необходимо развернуть, чтобы они были готовы к установке клапанов. Используйте расширитель направляющих клапана с смазочно-охлаждающей жидкостью. Вставьте расширитель через отверстие клапана в камере сгорания.Поворачивайте развертку только по часовой стрелке. Также необходимо расточить направляющие клапана при установке нового клапана.
Сравнение методов замены направляющих клапана
Раньше мы обсуждали измерение направляющих ваших клапанов, чтобы определить, находятся ли они в допустимых пределах. В этой статье мы рассмотрим различные методы ремонта и замены направляющих. Эти методы включают:
- Накатка
- Установка тонкостенных бронзовых направляющих вкладышей
- Замена направляющих пластин
- Доработка направляющей клапана для установки штоков клапана увеличенного размера
- Замена интегральных направляющих на ложные
- Установка лайнеров змеевиков BronzeWall 2
К концу этой статьи вы должны иметь представление о плюсах и минусах каждого метода.Но независимо от того, какой метод вы выберете, важно, чтобы направляющая клапана была отцентрирована, чтобы все компоненты были правильно выровнены. Также важно тщательно очистить головку ПЕРЕД сборкой клапанов. Любой мусор или металлическая стружка, оставленные в головке, вызовут преждевременный выход из строя. При выборе метода ремонта направляющей клапана необходимо учитывать два фактора: стоимость и производительность. В этом контексте производительность — это НЕ выходная мощность, а конечное использование (например, дизельное топливо, высокая производительность, чугун, алюминий и т. Д.)). Другой решающий фактор, который косвенно связан с двумя другими) — работаете ли вы со всеми клапанами или только с некоторыми из них. Необходимо учитывать множество переменных, которые мы объясним при обсуждении каждого метода.
| Метод ремонта | Преимущества | Недостатки |
| Накатка направляющей клапана | Низкая стоимость. Требуется простой инструмент (электродрель, редуктор, оправка для накатки, развертка, направляющее хонингование и инструмент для удаления заусенцев).Созданная спиральная канавка помогает удерживать масло в направляющей. Работа выполняется на верстаке, а не на седельной и направляющей машине. | Временное крепление. Канавка раздавлена, а не порезана. Предназначена для ремонта чугунной направляющей. Канавка затрудняет измерение внутреннего диаметра направляющей. Ограничен износ направляющей менее 0,005 при превышении указанного зазора. |
| Тонкостенные Бронзовые вкладыши | Более низкая стоимость, чем ложные направляющие. Повышает производительность чугунных направляющих.Сплав фосфор-бронза превосходит чугун. Заменяемый. Работа, как правило, выполняется на стенде, а не на седельной и направляющей машине. Сплав фосфор-бронза обладает высокими прочностными характеристиками и хорошими теплопередающими свойствами. | Требуется специальный инструмент. Для каждой направляющей клапана требуется несколько этапов. Особое внимание следует уделить тому, чтобы направляющая не сместилась во время установки. При установке лайнера в существующую не встроенную направляющую важно, чтобы направляющая была прочной или повреждены) в литье головы. |
| Сменные направляющие пластины | Предназначен для замены в случае износа. Удобство использования — идеально подходит для автопарка или других часто используемых автомобилей. | Направляющие вставкимогут привариваться к головке во время работы двигателя, что затрудняет их снятие. В редких случаях направляющие вставки могут сжиматься во время использования, что может привести к повреждению головки, если они перемещаются вверх и вниз вместе со штоками клапана. Для замены в этом случае требуется специальный инструмент. для установки негабаритных направляющих OD. |
| Модификация направляющих для установки штоков клапанов большего размера | Рекомендуемый метод, если вы все равно будете заменять клапаны.Может выполняться с помощью расширителя или хонинговального приспособления для направляющих клапана. Заточка позволяет точно контролировать зазоры. | Могут потребоваться другие уплотнения штока для принудительного уплотнения. Приводятся к другим операциям, например, замене седла. Не все цеха оборудованы для обслуживания этих модифицированных головок. Потребуется специальный инструмент. |
| Заменить интегральные направляющие ложными (отремонтировать) направляющими | Использует меньше инструментов, чем вкладыши. Операция выполняется на станке с сиденьем и направляющими, поэтому вы можете настроить один раз и использовать все направляющие.Более быстрый демонтаж и установка, чем тонкостенные футеровки. Доступны из чугуна и бронзового сплава. Самонесущий дымоход. Удобство обслуживания — в будущем их можно будет легче заменить. | Большая масса направляющей передает тепло к голове более равномерно. Время на установку может быть непомерно высоким, если вы ремонтируете только одну или две направляющие в головке. В таких случаях методы на стенде обычно бывают более быстрыми. |
| Установка спиральных вставок / втулок Bronze-Wall 2® | Более низкая стоимость, чем ложные направляющие.Идеально подходит для ремонта некоторых, но не всех направляющих в головке. Направляющие с чрезмерным износом не будут поддерживать направляющий провод. Долговечный фосфорно-бронзовый сплав. Простота установки и снятия. | Требуется специальный инструмент из быстрорежущей стали, что делает срок службы инструмента непредсказуемым. Для установки требуется несколько этапов. Работает только в чугунных головках. |
Выберите систему, которая наилучшим образом соответствует вашим потребностям. Стендовые методы обычно используются в магазинах, занимающихся изготовлением самодельных работ, и в магазинах с небольшими объемами.Магазины с большим объемом могут оправдать расходы на установку направляющих и посадочных мест для замены направляющих, а также на другие операции по обработке головки блока цилиндров. Конечно, есть исключения из каждого правила, поэтому используйте это как дорожную карту, а не как свод правил.
Вы также можете почитать пару книг с подробными объяснениями методов и пошаговыми инструкциями по большинству из этих процедур. Первый — это «Полное руководство по головкам цилиндров и двигателестроению» Суннена, написанное Джоном Эдвардсом. К сожалению, эта книга больше не издается, но вы можете получить использованный экземпляр на E-Bay или Amazon.Вторая книга, которую мы рекомендуем, — это Engine Service Automotive Machining & Engine Repair Гэри Льюиса, опубликованная AERA.
Если вы запутались или у вас есть вопросы, обратитесь в технический отдел.
Услуга по замене направляющей клапана головки блока цилиндровIAG Performance Subaru (1 пара) для EJ & FA WRX, STI, Legacy GT и Forester XT
Гарантия на продукцию IAG Performance (исключая — короткие блоки / длинные блоки)
Эта ограниченная гарантия дает вам определенные юридические права, и вы также можете иметь другие права, которые варьируются от штата к штату.Мы ограничиваем продолжительность и средства правовой защиты всех подразумеваемых гарантий, включая, помимо прочего, гарантии товарной пригодности и пригодности для конкретной цели, сроком действия данной прямой ограниченной гарантии. В некоторых штатах не допускается ограничение срока действия подразумеваемой гарантии. Описанные ниже средства правовой защиты являются вашими единственными и исключительными средствами правовой защиты и нашей полной ответственностью за любое нарушение данной ограниченной гарантии. Наша ответственность ни при каких обстоятельствах не может превышать фактическую сумму, уплаченную вами за продукт, и мы ни при каких обстоятельствах не несем ответственности за любые косвенные, случайные, особые или штрафные убытки или убытки, прямые или косвенные.
Эта гарантия распространяется на дефекты материалов и изготовления вашего продукта IAG Performance в течение 12 месяцев или 12 000 миль с даты получения.
IAG отремонтирует любой Продукт, произведенный IAG, в котором будут обнаружены дефекты материалов или изготовления в течение гарантийного срока. Если ремонт невозможен, мы либо заменим ваш Продукт новым с аналогичным составом и ценой, либо возместим полную покупную стоимость вашего Продукта по нашему собственному усмотрению. Плата за осмотр не взимается, но расходы по доставке несет покупатель.
Гарантия на двигатель IAG Performance
Дополнительную информацию о гарантии на двигатель см. На странице Гарантия на двигатель IAG Performance.
Другие товары производителя:
На продукцию, произведенную не IAG, распространяются отдельные гарантии производителя. Если у вас есть вопросы относительно установки, внешнего вида или характеристик вашего изделия, обратитесь за помощью к члену нашей службы поддержки клиентов.
Наша служба поддержки клиентов рада помочь вам с продуктами, приобретенными у IAG Performance.Наши сотрудники службы поддержки могут помочь вам с установкой, советами по устранению неполадок и выявить возможные дефекты производителя.
Для продуктов, в которых обнаружены дефекты, наш отдел поддержки может предоставить производителю контактную информацию для организации гарантийного осмотра и, если применимо, любого необходимого ремонта или поставки для замены.
Вы также можете напрямую связаться с производителем для получения информации о приемлемости продукта и конкретных условиях гарантийного покрытия.
Замена направляющей клапана— Мировой отчет журнала Cycle Source Magazine
Опубликовано в ноябрьском выпуске Cycle Source
за 2013 годНу это всегда облом, но его нужно заменить! Диагностировать неисправную направляющую клапана непросто. В этом случае задний цилиндр работал так, как будто он был с низким уровнем сжатия. Он сжигал масло и из заднего цилиндра. После проверки компрессии он показал 75 фунтов на квадратный дюйм. — слишком низко. Все, что ниже 100, означает вялый двигатель; пора тянуть заднюю голову.
Итак, мы пригласили наших хороших друзей в BC Cycles в Апленде, Калифорния. чтобы помочь нам в этом. Вятт оторвал голову от нашего измельчителя «Лопата» и начал ее ломать.
Вам необходимо приобрести инструмент для сжатия пружины клапана. Тот, который мы использовали, был сделан инструментами Mac. Он используется для автомобилей, но подойдет и для мотоциклов.
Сняв пружины и вынув клапаны, мы заметили, что впускная направляющая ослабла. Эти направляющие вдавлены и вообще не должны двигаться.Это довольно техническая работа, и вам обязательно стоит обратиться к руководству по эксплуатации.
К счастью, у BC Cycles очень хороший запас запчастей, так что у них было то, что нам нужно. Мы посмотрели на руководство и заметили, что на нем написано «стандарт» (Std.). Мы также измерили диаметр, чтобы проверить еще раз.
Для этой работы вам потребуются уплотнения направляющей клапана, направляющая клапана +.001 и направляющая клапана +.002. Очень важно, чтобы у вас было два размера. Снимите все с головы. Затем заведите себе небольшой пропановый мангал, чтобы согреть голову.Не используйте тот, на котором вы готовите еду; ты поблагодаришь меня позже. Сунуть туда голову и нагреть. Голова не должна быть очень горячей, просто хорошей и теплой, почти имитирующей рабочую температуру.
Выньте голову в толстых перчатках. Здесь неплохо было бы поработать на красивой деревянной скамье. Возьмите инструмент для установки направляющей клапана, молоток и ударьте по направляющей размером 0,001 до тех пор, пока выступ на направляющей полностью не сядет. Это было слишком легко? Да, это так.
Хорошо, переверните голову и выбейте направляющую.Возьмите руководство по размеру .002 и нажмите на него. Чтобы положить руководство, потребовалось немного больше мешка, не так ли? Вот чего мы хотим.
Следующий шаг — размер направляющей. Размер руководства действительно важен. В книге указано, что внутренний диаметр должен быть на 0,001 больше внешнего диаметра штока клапана. Итак, мы использовали твердосплавный расширитель, чтобы развернуть центр направляющей. Не торопитесь и убедитесь, что клапан плавно входит и выходит из направляющей. Я не могу уделить этой части достаточно внимания.Если клапан свисает или немного тянется, растяните направляющую еще немного. При этом не вынимайте слишком много материала, иначе направляющая утиль. Итак, руководство готово!
Теперь нам нужно отрезать седло клапана так, чтобы оно соответствовало углу новой направляющей. Чтобы вырезать седла клапанов, мы использовали наши твердосплавные режущие инструменты Neway. Седла лопаты и большинство клапанов Harley имеют три угла: 36, 46 и 60 градусов. Обратитесь к руководству вашего магазина.
Итак, мы хотим, чтобы клапаны имели хорошее уплотнение и стыковались с седлом без утечек.После обрезки углов в соответствии с инструкциями по эксплуатации мы готовы проверить свою работу.
Нанесите на клапан немного синего материала, чтобы можно было определить, где клапан трутся о седло. Поверните этот клапан
вперед и назад. Это узор на лицевой стороне клапана шириной 0,050 дюйма и 2/3 до края клапана? В противном случае следуйте процедуре, указанной в инструкции по эксплуатации, пока это не произойдет.
Хорошо, большая часть тяжелой работы сделана. Очень хорошо очистите клапан и седло.Вставьте клапан в направляющую и установите уплотнение. Не торопитесь с этим. Вы не хотите испортить печать. Нанесите немного масла на шток клапана и уплотнение, чтобы упростить установку.
Пора вернуть клапаны и пружины в головку. Снова используйте инструмент для сжатия пружины клапана. Когда все будет внутри, мы проверим на предмет утечек. Распылите немного очистителя карбюратора через впускной канал
.и проверьте, нет ли утечек через клапан. Если это так, то седло необходимо обрезать немного лучше, чтобы оно соответствовало поверхности клапана.Если нет, то вы сделали это! Это большая работа для любого. Также очень важно иметь все необходимые инструменты.
Во всем, что мы делаем, очень важно уделять время правильному выполнению работы. Спасибо Вятту из BC Cycles. Без тебя мы бы не справились.
Замена направляющих клапанов Снятие — Ремонт Porsche 993
Работая со стороны распределительного вала, обработайте выступающие части направляющих клапанов с помощью точечной фрезеровки до тех пор, пока направляющие клапана не будут на одном уровне с головкой блока цилиндров. Резким ударом молотка ослабить направляющую и с помощью пресса выдавить остаток в направлении камеры сгорания.
1761-15
3. Смажьте обработанные направляющие клапана жиром и вставьте в головку блока цилиндров с помощью заводской выколотки, работающей со стороны распределительного вала.
4. Диаметр внутренней направляющей клапана. до размера «g» = 8,00–8,015 мм с помощью протяжки или прецизионного расточного станка. В аварийной ситуации направляющие клапана также могут быть обработаны специальной разверткой.
Важно: Установите цилиндр и зафиксируйте его в правильном угловом положении для запрессовки и расточки направляющих клапана.После замены направляющих клапанов проверьте рисунок уплотнения седел клапанов и при необходимости повторно отрежьте седла клапанов.
1761-15
Установка
Монтажные отверстия направляющей клапана в головке блока цилиндров немного расширяются при снятии старых направляющих.
При установке новых направляющих используйте направляющие клапана увеличенного размера и отрегулируйте их соответствующим образом (см. Таблицу размеров).
1. Измерить монтажные отверстия направляющей клапана.
2. Обработайте наружный диаметр направляющих клапана увеличенного размера на токарном станке в соответствии с отверстиями в головке блока цилиндров.Ориентир по механообработке: 14.08 — 13.09. Посадка с прессовой посадкой направляющих впускного и выпускного клапана должна составлять 0,06–0,08 мм.
Направляющая клапана
Наружный 0d * направляющей клапана
Направляющая клапана
Наружный 0d * направляющей клапана
Стандарт (производство) 13.060 1-й негабаритный 13.260
Стандарт (производство) 13.060 1-й негабаритный 13.260
* Вставьте направляющую клапана 0 d в соответствующее отверстие 0 D — соблюдайте правильную запрессовку.
- Как отличить направляющие клапана друг от друга
- 1745-15
Размеры клапана
911 Carrera RS (значения в скобках) Впускной клапан
Размер | Впускной клапан (наполненный натрием) |
а | 49 ± 0.1 мм |
(51,5 ± 0,1 мм) | |
б | 7,970 — 0,012 мм |
с | 110,1 ± 0,1 мм |
а | 45 ° |
- 1770-15
Впускные клапаны 911 Carrera (993) и 911 Carrera RS заполнены натрием!
Размер | Выпускной клапан |
(b1 — b2 = конический) | |
а | 42.5 ± 0,1 мм |
(43,5 ± 0,1 мм) | |
в1 | 7,950 — 0,012 мм |
((7,940 — 0,012 мм) | |
в2 | 7.970-0.012 мм |
(7.960-0.012 мм | |
с | 109 ± 0,1 мм |
а | 45 ° |
- 1771-15
Выхлопные клапаны 911 Carrera RS заполнены натрием!
15 65 06 Проверка и регулировка установленной длины пружин клапана
Установленная длина, размер «А»
1.Соберите прокладки, опору пружины клапана, клапан, вспомогательную пружину, например. для масляного термостата (двигатель 928), номер детали 928.107.171.01, крышки пружины клапана и держателей клапана.
Примечание
При необходимости пружину можно немного укоротить для облегчения сборки.
2. Используя глубиномер, измерьте вертикальное расстояние от верхней поверхности крышки пружины клапана до поверхности седла пружины клапана. Запишите измерение.
3. Определите толщину крышки пружины клапана. Запишите результат измерения.
- 1733-15
Установленная длина, размер «A»
4.Определите фактический размер
Пример определения фактического размера:
Пружина впускного клапана Измеренное значение Толщина крышки пружины клапана
Значение 36,9 находится в пределах допустимого
Примечание
Следите за тем, чтобы не перепутать детали после измерения.
Двигатель
Характеристики установочных размеров Впускной клапан A = 36,7 + 0,3 мм
15 63 19 Снятие и установка уплотнения клапана
Удаление
Зацепите приспособление 9237 за выемку в уплотнении клапана и вытащите уплотнение клапана.
2204-15
2204-15
Установка
Установите шайбы и седла пружины клапана, которые были определены. Наденьте пластиковую монтажную втулку (диаметром 8 мм) на шток клапана. Кромку сальника и посадочную поверхность уплотнения клапана, поместите вручную и осторожно постучите по направляющей клапана с помощью специального инструмента 9569 (нажимная деталь). Снимите пластиковую втулку.
- 2203-15
15 03 37 Разборка и сборка корпусов распределительных валов Левый корпус распределительного вала
Примечание: Если не указано иное, нанесите на все алюминиевые заглушки Optimoly HT (медная паста) и
. Продолжайте читать здесь: V16
Была ли эта статья полезной?
Двухминутная технология Малый блок
Нужны советы по настройке карбюратора, переводу автомобиля на пропановое топливо или просто помощь в установке комплекта для холодного воздуха? Ознакомьтесь с этими замечательными советами в категории «Воздух и топливо».
Когда дело доходит до грунтовки и покраски вашего проекта, нужно многое знать. Узнайте, как намочить песок, подправить дефекты краски, нарисовать специальную графику аэрографом и многое другое в категории Body & Paint.
Узнайте, как правильно улучшить свою езду с помощью дисковых тормозов, правильно обкатать новые колодки и многое другое в категории «Тормоза».
Они хардкорные редукторы, чемпионы по гонкам и профессиональные строители. Откройте для себя настоящих лидеров прошлого и настоящего в категории «Автолюбители».
Изготовьте собственное трубчатое шасси, отремонтируйте эту разбитую раму и узнайте у профессионалов, как безопасно восстановить переднюю часть, с помощью этих советов из категории шасси.
Независимо от того, заменяете ли вы карданный шарнир, разбираете ли вы раздаточную коробку или нуждаетесь в ремонте трансмиссии, категория трансмиссии поможет вам.
С этими советами из категории «Электрооборудование» можно выполнить электромонтаж прицепного грузовика, отремонтировать генератор или выполнить идеальное соединение проводов.
Запачкайте руки этими техническими советами по двигателям, чтобы проверить двигатель на свалке, зазоры и шатание поршневых колец или получить урок по технологии Pro Stock Engine в категории двигателей.
Ничто так не приносит вам удовольствия, как осознание того, что вы построили его сами.Используя эти советы, вы узнаете, как сделать свой глушитель, спроектировать собственную выхлопную систему или узнать, как охладить коллекторы для большей мощности в категории Выхлоп.
Изготовление экстерьера может быть сложной задачей, но это не обязательно, если вы будете следовать этим советам.Узнайте, как отремонтировать оконный канал, сделать патч-панель, хромированные детали из стеклопластика и многое другое в категории «Экстерьер».
Подготовьте своего сварщика, потому что он вам понадобится! Изготавливайте свои собственные дверные ручки, бамперы, консоли и многое другое с помощью этого руководства из категории «Производство».
Используйте эти технические советы по бюджету в своем следующем проекте при изготовлении индивидуальной прокладки или устранении этой раздражающей утечки из коллектора в категории «Прокладки и уплотнения».
Один из самых простых способов повысить мощность вашей езды — снизить рабочую температуру двигателя.Категория «Отопление и охлаждение» может дать вам несколько советов, как сохранять хладнокровие.
Верните свой стартер или модернизируйте этого дистрибьютора очков GM правильным образом, без хлопот в категории зажигания.
Вы собираетесь проводить много времени в своей поездке.Убедитесь, что ваш интерьер в отличной форме, не ломая при этом деньги! Воспользуйтесь этими замечательными советами из категории «Интерьер».
Синтетическая или обычная нефть больше не обсуждается. Ознакомьтесь с этими обучающими демонстрациями о преимуществах использования синтетического моторного масла в категории «Масла и жидкости».
Невозможно выполнить работу без правильных инструментов. Узнайте, как сделать собственное специализированное оборудование для нужного проекта, из категории «Инструменты».
Обновите свою поездку с диагональных до радиальных шин и узнайте, как построить свой собственный обод с замком для вашего внедорожника.Есть даже советы о том, как установить шины большего размера, не прибегая к дорогостоящему подъемному комплекту. Все это в категории «Шины».
.