Что такое дефектовка двигателя автомобиля и ее особенности

Проводится дефектовка двигателя для автомобилей, которые имеют значительный пробег. Результат процесса зависит от степени износа деталей и механизмов, являющихся составными частями ДВС.
Что такое дефектовка двигателя
Узлы и детали автомобиля подвергаются интенсивному износу. При этом выработка происходит неравномерно, особенно это касается моторов машин, которые подвергаются интенсивной эксплуатации.
Важно! Дефектовка – процесс экспертной оценки и выявления причин, провоцирующих выход из строя силового агрегата либо отдельных узлов и механизмов.
Предварительно проводится разборка двигателя на отдельные элементы. Специалист проводит визуальный контроль и необходимые замеры. Осуществляется мониторинг состояния всех важных деталей на наличие явных и скрытых дефектов.
Причины, побудившие на проведение мероприятия, могут быть разные. Одной из них является необходимость в предварительном углубленном осмотре ДВС непосредственно перед осуществлением планового капремонта. Дополнительным стимулом на разборку и оценку состояния служит оценка возможного ущерба при возникновении внезапной поломки, например, когда оборвался ремень ГРМ, слетел шатун либо произошло заклинивание двигателя.

В естественных условиях происходит относительно предсказуемый и прогнозируемый износ рабочих деталей. Со временем стираются поршневые кольца, деформируется зеркало камеры сгорания, седла клапанов изнашиваются и пр.
Ресурс двигателя инженерами рассчитывается на определенный пробег, в течение которого будет происходить выработка и снижение рабочих характеристик расходников. Однако случаются и нештатные ситуации, при которых эксплуатационные параметры понижаются достаточно резко. Выявить падение ресурса помогает тщательная визуальная и метрическая проверка, поэтому дефектовку относят к нередко к диагностическим мероприятиям.
Каким образом выполняется дефектовка силового агрегата
Перед началом работы необходимо позаботиться о хорошем освещении и необходимом наборе мерительных инструментов. Желательно кроме общего освещения иметь лампы для локальной подсветки, помогающие выявить мелкие дефекты.
Проводить дефектовку деталей разбираемого двигателя можно параллельно с демонтажными операциями. Мастера, занимающиеся ремонтом моторов, могут в это время оценивать состояние каждой детали и узла, что позволит сделать обобщенные первичные выводы.
Стоит сразу же отбраковывать слишком сильно поврежденные детали или элементы, которые не рассчитаны на восстановление. В другую сторону откладываются детали, на которых не обнаружены видимые дефекты. Эта группа отправляется на следующий этап диагностики.
Выбранные элементы проверяются по техническим и геометрическим характеристикам:
- замеряются линейные габаритные размеры;
- мониторятся внутренние и наружные диаметры;
- сверяется с эталоном шероховатость поверхности и пр.
Необходимо учитывать, что у размеров деталей есть поле допуска, в пределах которого находятся размеры. Рекомендуем заполнять в процессе дефектовочный лист, в таблицу которого вносятся названия, размеры и возможные необходимые работы по замене или восстановлению первоначальных характеристик.

Особое внимание необходимо уделить блоку цилиндров, так как это – базовая деталь двигателя. Выявленные проблемы обязательно необходимо описать и подготовить к устранению. В процессе осмотра выявляются неполадки:
- задиры;
- трещины и микротрещины;
- механические и термические деформации;
- биение;
- дефекты резьбовых отверстий и пр.
Для поиска трещин, которые могли появиться при попадании в цилиндры антифриза или масла через рубашку, применяют опрессовку блока. Также при дефектовке контролируются масляные или температурные заглушки на целостность. Цилиндры внутри замеряют нутромером, что позволит выявить возможность дальнейшей эксплуатации блока.
Уделяем внимание дефектации головки блока цилиндров. Основные работы ведутся по выявлению качества гнезд клапанов и деформации сопрягающейся плоскости с блоком. Также должны быть в порядке отверстия для подшипников распредвала.

Проверка вала заключается в измерениях диаметра на всех рабочих участках. Проводится контроль не только диаметра, но и овальности шейки, определяя наибольший и наименьший параметр. Осуществляются замеры биения на каждом участке.
Заключение
Все выявленные критические недостатки должны быть устранены. Если возможен ремонт, то проводим восстановительные работы, а в противном случае необходимо заменять поврежденные детали и узлы на новые. Это позволит продлить эксплуатационный ресурс автомобиля, а также обеспечит безопасность для автовладельца.
Дефектовка двигателя | Скидки на дефектовку. Жми.
Дефектовка двигателя представляет собой процедуру по осмотру всех элементов механизма с определением их текущего состояния, фактических характеристик. Данная операция позволяет выявить детали, имеющие определённый дефект или повреждение. Помимо прочего, дефектовка двигателя — это прекрасный метод установления основных причин, по которым разрушение той или иной детали вообще произошло.
В нормальных условиях, когда можно вести речь исключительно об одном лишь естественном износе, все элементы двигателя изнашиваются постепенно и равномерно. Тогда автовладелец имеет возможность примерно спрогнозировать, на какой стадии эксплуатации автомобиля возникнет та или иная неполадка.
Однако зачастую возникающие неисправности обусловлены не только естественным износом, но и некоторыми прочими факторами, часть из которых связана с некорректной эксплуатацией автотранспортного средства. Поэтому перед тем, как приступить к непосредственному устранению дефекта, необходимо выявить главную причину возникновения той или иной неполадки.
Если водитель выберет лёгкий путь и предпочтёт просто заменить износившиеся детали новыми, не имея точного представления о характере дефекта, то проблему такой подход может и не решить. В данном случае достаточно высокой становится вероятность того, что в скором времени придётся повторно ремонтировать двигатель. При этом водитель, по сути, во второй раз будет оплачивать устранение всё той же неисправности.
Именно поэтому принимать окончательное решение о ремонте двигателя крайне не рекомендуется до тех пор, пока не будут получены точные сведения о состоянии и характеристиках его главных элементов. В этом автовладельцу и призвана помочь наша дефектовка двигателя — простая, но очень эффективная процедура, которая не теряет своей актуальности даже при повсеместно распространённой компьютерной диагностике.
Дефектовка двигателя. Этапы
Первичная дефектовка двигателя осуществляется в ходе его разборки. Каждая деталь подвергается тщательной проверке методом визуального осмотра. Элементы, состояние которых будет признано неудовлетворительным по результатам первичной дефектовки, откладываются в сторону. Аналогично мастер поступает и с деталями, имеющими не очень значительные повреждения, но всё равно непригодными к полному восстановлению. Главная задача специалиста на данном этапе — это выявить те части, которые подлежат однозначной замене.
На втором своём этапе дефектовка двигателя подразумевает исследование деталей, успешно прошедших визуальный осмотр — не имеющих внешних дефектов. Специалист определяет размеры каждого элемента, сопоставляя результат с заданными производителем параметрами. Характеристики каждого элемента проверяются на соответствие существующим нормативам.
Если клиент пожелает, ему может быть предоставлен дефектовочный лист. В последний вписывается дата дефектовки и перечень деталей, признанных пригодными к дальнейшей эксплуатации по итогам проверки. Дефектовочный лист очень поможет тому специалисту, который будет заниматься осмотром двигателя в будущем: сведения о предыдущих дефектовках позволят мастеру крайне оперативно получить точный и достоверный результат.
Поскольку дефектовка двигателя автомобиля почти всегда совмещена с переборкой детали, её качественное проведение зачастую сопровождается демонтажем и полным разбором механизма
Дефектовка двигателя
Дефектовка двигателя подразумевает очень тщательную проверку блока цилиндров — крайне важного и дорогостоящего элемента двигателя, являющегося основой всей силовой установки. Примечательно, что блок цилиндров относится к номерным деталям, поэтому его неисправность может принести некоторые хлопоты ещё и с документами.
Среди наиболее распространённых дефектов можно отметить различные повреждения на поршне, из-за которых кольца данного элемента частично теряют свой функционал и не могут выполнять возложенные на них задачи в полной мере. Как следствие, из-за обеднённой смеси в цилиндрах может существенно увеличиться расход масла.
Если дефектовка двигателя позволила обнаружить те или иные повреждения на зеркале цилиндров, то на обсуждение будет поднят вопрос о необходимости проведения ремонтно-восстановительных мероприятий. Решение о том, возможно ли вернуть блоку его основной функционал, сначала должен принять специалист. Затем ситуация обсуждается непосредственно с автовладельцем, который и должен будет принять окончательное решение о ремонте повреждённого элемента.
В некоторых случаях эффективным решением может стать гильзовка блока цилиндров — сложная процедура, проводимая в процессе восстановления
Если дефектовка двигателя показала, что блок цилиндров полностью пригоден к дальнейшей эксплуатации, то специалисту останется просто провести ряд несложных процедур, среди которых:
- мойка;
- очистка масляных полостей;
- корректировка размерных характеристик методом перешлифовки (при необходимости).
Гильза — это металлическая вставка, содержащаяся в блоке. Именно в ней перемещается поршень двигателя. Гильзы обязаны иметь следующие характеристики:
- прочность;
- износостойкость материала;
- устойчивость к коррозии.
Дефектовка двигателя. Состав
Тот факт, что большое значение уделяется именно блоку цилиндров, вовсе не означает, что мастером система рассматривается лишь в совокупности, игнорируя частности. Рассмотрим вкратце, какие ещё детали двигателя подвергаются тщательному вниманию специалиста.
Коленчатый вал мотора осматривается на наличие различных повреждений. Коленчатый вал – это очень важная составная двигателя автотранспортного средства, которая входит в состав кривошипно-шатунного механизма, преобразующего энергию сгорающих газов в механическую энергию. Мастер должен установить реальное состояние детали, а также подтвердить (либо опровергнуть) необходимость проведения ремонтно-восстановительных процедур в отношении элемента.
Дефектовка двигателя также требует от специалиста проверить текущее состояние шатунов. Как показывает практика, некоторые мастера предпочитают игнорировать этот момент, не уделяя никакого внимания степени износа детали. Между тем, чрезмерно износ шатунов способен привести к серьёзному ухудшению состояния мотора.
Большое значение имеет и качественный осмотр клапанов, поскольку неисправность последних способна сделать практически бесполезными все проведённые восстановительные мероприятия. Чтобы автовладельцу не пришлось платить за ремонт дважды, дефектовка клапана должна быть проведена специалистом внимательно и ответственно.
Проверку этих и многих других элементов подразумевает качественная дефектовка двигателя автотранспортного средства. По итогам всех проведённых работ специалист составляет акт дефектовки.
Акт дефектовки
На заключительном этапе дефектовки двигателя клиенту вручается на руки акт дефектовки, в котором находят своё отражение все проведённые исследования.
Документ включает экспертное мнение касательно исправности двигателя, его пригодности к долгой и безопасной эксплуатации в дальнейшем. Оценку получает функционирование как всего механизма целиком, так и отдельных его элементов. Указываются подлежащие замене детали. Если тот или иной узел требует срочного ремонта, этот факт обязательно будет обозначен в акте совместно с ключевыми особенностями предстоящих работ.
В своём стандартном виде акт дефектовки включает подробное описание всех проведённых мероприятий. В документе указываются также результаты каждого исследования, чтобы водитель имел представление о том, на основании каких данных экспертом был вынесен тот или иной вердикт.
Чем ценен акт дефектовки? Если документ был составлен корректно, а отображённые в нём сведения верны и точны, то он станет прекрасным помощнику водителю при:
- подготовке к ремонту двигателя;
- оценке стоимости новых деталей;
- оценке стоимости услуг специалистов по проведению ремонтно-восстановительных работ.
Как следствие, водитель получает возможность сразу провести эффективный ремонт, который увеличит срок эксплуатации автотранспортного средства.
Дефектовка двигателя силами наших специалистов
Если Вас интересует качественная дефектовка двигателя, то мы сможем Вам помочь. Мы собрали в своём штате большое количество высококлассных специалистов, обладающих внушительным опытом в области диагностики, дефектовки, ремонта двигателя и других узлов автотранспортного средства.
Мы уже много лет успешно реализуем свою деятельность на рынке авторемонтных услуг. Работаем качественно, очень оперативно. На любой неясный вопрос клиент в самые кратчайшие сроки получит исчерпывающий ответ.
Цены доступные, очень лояльные.
Будем ждать Вас в нашей экспертной организации!
Здесь тоже важная информация для Вас
Прочитали: 1 138
Загрузка…Дефектовка деталей двигателя
Вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер.
После разборки тщательно вымойте детали керосином, продуйте и просушите их сжатым воздухом (особенно масляные каналы деталей).
1. Осмотрите блок, особенно внимательно опоры коленчатого вала. Трещины в любых местах блока не допускаются.
Полезный совет
Если есть подозрение на наличие трещин в блоке (попала охлаждающая жидкость в картер или масло в охлаждающую жидкость), проверьте герметичность блока на специальном стенде. Проверку проводите в ремонтных мастерских, располагающих соответствующим оборудованием.
2. Осмотрите цилиндры с обеих сторон. Царапины, задиры и трещины не допускаются.
Полезный совет
При осмотре цилиндров рекомендуем освещать зеркала цилиндров переносной лампой — так дефекты видны значительно лучше.
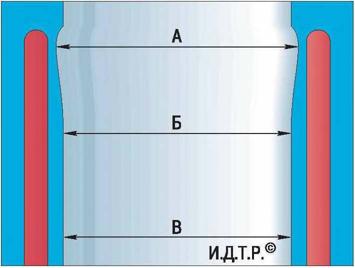
Рис. 5.6. Схема измерения цилиндров: А — пояс наибольшего износа; Б — зона измерения после растачивания и хонингования; В — пояс наименьшего износа
3. Определите нутромером фактические диаметры цилиндров. Диаметр цилиндра измеряйте в трех поясах (рис. 5.6). В каждом поясе диаметр измеряют в двух взаимно перпендикулярных направлениях (в продольном и поперечном). В зоне над поясом А (на расстоянии 12 мм от плоскости разъема с головкой блока) цилиндры практически не изнашиваются. По разнице размеров в этой зоне и в остальных поясах можно судить об износе цилиндров. Номинальный размер цилиндра 81,0 мм, овальность и конусность не должны превышать 0,008 мм. Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, расточите цилиндры до ближайшего ремонтного размера поршней (увеличенного на 0,25 или 0,50 мм), оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор между ним и цилиндром был 0,03 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, располагающих специальным оборудованием.
 4 Проверьте отклонение от площади поверхности разъема блока с лункой цилиндров. Приложите штангенциркуль (или линейку) к плоскости:
4 Проверьте отклонение от площади поверхности разъема блока с лункой цилиндров. Приложите штангенциркуль (или линейку) к плоскости:
— в середине блока;
— в поперечном и продольном направлениях;
— по диагоналям плоскости.
В каждом положении плоским щупом определите зазор между штангенциркулем и плоскостью. Это и будет отклонение от плоскостности. Если отклонение превышает 0,04 мм, замените блок.
5. Очистите от нагара днище поршня шабером (можно изготовить из старого напильника).
6. Очистите от нагара канавки под поршневые кольца старым кольцом, вставив его в канавку наружной стороной и перекатывая по канавке.
7. Осмотрите поршни, шатуны, крышки: на них не должно быть трещин.

8. Осмотрите вкладыши. Если на рабочей поверхности обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми. Все шатунные вкладыши одинаковы и взаимозаменяемы.

9. Измерьте диаметры поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 11 мм от кромки юбки. Диаметр поршня номинального размера (80,96+0,09) мм. Диаметры ремонтных поршней увеличены на 0,25 и 0,50 мм. По результатам измерений определите зазор между поршнем и цилиндром и при необходимости подберите новые поршни к цилиндрам. Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,03 мм. Его определяют промером цилиндров и поршней и обеспечивают установкой поршней номинального или ремонтных размеров. Максимально допустимый зазор (при износе деталей) 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, необходимо подобрать поршни номинального размера к цилиндрам или установить поршни ремонтного размера с расточкой и хонингованием цилиндров: зазор должен быть максимально приближен к расчетному.

10. Проверьте плоским щупом зазор по высоте между канавками в поршне и кольцами, вставляя кольцо в соответствующую канавку. Номинальный (расчетный) зазор ддя верхнего компрессионного кольца составляет 0,04—0,08 мм, для нижнего компрессионного кольца — 0,01-0,025 мм Если кольцо велико по высоте и зазор мал, доведите высоту кольца до нужной, шлифуя его на наждачной бумаге, уложенной на стеклянную пластину.

11. Проверьте плоским щупом зазор в замке колец, установив кольцо в цилиндр на глубину около 45 мм.
Полезный совет
Чтобы установить кольцо без перекоса, продвиньте кольцо вглубь цилиндра поршнем.
Зазор должен составлять 0,2—0,4 мм для верхнего компрессионного кольца и 0,4-0,6 для нижнего компрессионного кольца. Если зазор недостаточен, спилите стыковые поверхности кольца. Если зазор превышает допустимый, замените кольцо
12. Все поршни номинального и ремонтного размеров изготовлены с высокой степенью точности и не требуют предварительной сортировки и подбора по массе. При необходимости можно установить в отдельные цилиндры бывшие в употреблении поршни, если они в хорошем состоянии. Балансировка двигателя при этом не нарушится.
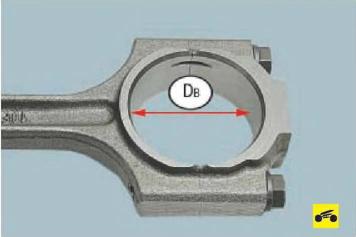
13. Измерьте нутромером внутренний диаметр Dв посадочного места шатуна в сборе с крышкой.
Примечание
Перед измерением затяните шатунные болты номинальным моментом.

14. Измерьте микрометром толщину Т шатунных вкладышей.

15. Измерьте диаметр Dн шатунных шеек.
16. Рассчитайте зазор г между шатунными вкладышами и шейками коленчатого вала по формуле z=Dв-2Т-Dн (мм). Номинальный расчетный зазор составляет 0,016-0,051 мм.
Если фактический расчетный зазор меньше предельного, можно снова использовать вкладыши, которые были установлены.
Если зазор больше предельного, замените вкладыши на этих шейках новыми номинальной толщины.
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера, уменьшенного на 0,25 мм, замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют, помимо наличия общего износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность — более 0,005 мм.
Предупреждения
При перешлифовке шатунных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо ставить соответствующее клеймо, например «Ш0,25».
Коленчатые валы, галтели шеек которых выполнены методом накатки, перешлифовке не подлежат и при износе шеек должны быть заменены.
17. Осмотрите верхние и нижние вкладыши коренных подшипников Если на рабочей поверхности вкладышей есть риски, задиры, отслоения антифрикционного слоя, замените вкладыши новыми.

18. Осмотрите упорные полукольца. Если на рабочей поверхности полуколец есть риски, задиры, отслоения антифрикционного слоя, замените полукольца новыми.
Предупреждение
Запрещается проводить какие-либо подгоночные операции на вкладышах и упорных полукольцах.

19. Осмотрите коленчатый вал. Трещины не допускаются. На поверхностях, сопрягаемых с рабочими кромками сальников, не должно быть царапин, забоин, рисок. При обнаружении — замените вал.

20. Измерьте микрометром наружный диаметр йн коренных шеек. Фактический зазор между вкладышами коренных подшипников и коренными шейками коленчатого вала определяют по методике, изложенной для шатунных вкладышей.
Номинальный расчетный зазор составляет от -0,0035 до 0,058 мм.
Если фактический расчетный зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены.
Если зазор больше предельно допустимого, замените на этих шейках вкладыши новыми номинальной толщины.
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера (с уменьшением диаметра на 0,25 мм), замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют, помимо наличия износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность — более 0,005 мм, уменьшая диаметр на 0,25 мм.
Предупреждения
При перешлифовке коренных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо ставить соответствующее клеймо, например «К0,25».
Коленчатые валы, галтели шеек которых выполнены методом накатки, перешлифовке не подлежат и при износе шеек должны быть заменены.
21. Промойте каналы коленчатого вала, для чего залейте в радиальные каналы бензин, предварительно заглушив их с одной стороны деревянными пробками. Выдержите не менее 20 минут и промойте каналы бензином, впрыскивая его резиновой грушей. Деревянные заглушки снимите после промывки соединительных каналов. При необходимости повторяйте промывку до вытекания чистого бензина.
22. Очистите поверхности поршневых пальцев от лаковых отложений, предварительно размягчив их в растворителе. Осмотрите пальцы Пальцы с трещинами, чрезмерным износом в месте контакта с бобышками поршня и следами от проворачивания в верхней головке шатуна замените.
Примечание
Поршневые пальцы и отверстия в бобышках поршней изготовлены с большой точностью. Поэтому поршневые пальцы изготовляют с номинальным диаметром 20,995-21,000 мм, обеспечивающим зазор между ними и отверстиями в бобышках поршня 0,002-0,013 мм.
Сопряжение поршневого пальца и поршня проверьте, вставляя предварительно смазанный моторным маслом палец в отверстие бобышки поршня. При температуре окружающей среды 20 °С палец должен входить в отверстие при нажатии большого пальца руки и не выпадать из бобышки в вертикальном положении поршня с поршневым пальцем. Выпадающий из бобышки палец следует заменить другим. Если палец снова выпадает, замените поршень с пальцем.
Полезный совет
При наличии нового комплекта запасных частей не используйте повторно выпрессованные поршневые пальцы.
Дефектовка деталей двигателя
Для дефектовки деталей двигателя в автомобилях Opel Astra вам потребуются: переносная лампа, набор плоских щупов, линейка, штангенциркуль, нутромер, микрометр, шабер.
После разборки тщательно вымойте детали керосином, продуйте и просушите сжатым воздухом (особенно масляные каналы деталей).
1. Осмотрите блок, особенно внимательно опоры коленчатого вала. Трещины в любых местах блока не допускаются.
Полезный совет
Если есть подозрение на наличие трещин в блоке (попадание охлаждающей жидкости в картер или масла в охлаждающую жидкость), проверьте герметичность блока на специальном стенде. Проверку проводите в ремонтных мастерских, располагающих соответствующим оборудованием.
2. Осмотрите цилиндры с обеих сторон. Царапины, задиры и трещины не допускаются.
Полезный совет
При осмотре цилиндров рекомендуем освещать зеркала цилиндров переносной лампой, так дефекты видны значительно лучше.
3. Определите нутромером фактические диаметры цилиндров. Диаметр цилиндра измеряйте в трех поясах (рис. 1). В каждом поясе диаметр измеряют в двух взаимно перпендикулярных направлениях (продольном и поперечном). В зоне над поясом А (на расстоянии 5 мм от плоскости разъема с головкой блока) цилиндры практически не изнашиваются. По разнице размеров в этой зоне и в остальных поясах можно судить об износе цилиндров. Номинальный размер цилиндра для двигателя Z 14 ХЕР составляет (73,4±0,25) мм, для двигателя Z 16 XER — (79,0±0,25) мм, для двигателя Z 18 XER — (80,5±0,25) мм, для двигателей мод. Z 20 LER и Z 20 LEH — (86,0±0,25) мм.
Овальность и конусность для двигателей Z 14 ХЕР, Z 16 XER и Z 18 XER не должны превышать 0,0065 мм, для двигателей Z 20 LER и Z 20 LEH — 0,013 мм. Если максимальное значение износа больше 0,15 мм или овальность превышает указанное значение, расточите цилиндры до ближайшего ремонтного размера поршней (увеличенного на 0,25 или 0,50 мм), оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор между ним и цилиндром был 0,03 мм. Дефектовку, расточку и хонингование блока проводите в мастерских, располагающих специальным оборудованием.
Рис. 1. Схема измерения цилиндров: А — пояс наибольшего износа; Б — зона измерения после растачивания и хонингования; В — пояс наименьшего износа.
4. Проверьте отклонение от плоскостности поверхности разъема блока с головкой блока цилиндров. Приложите штангенциркуль (или линейку) к плоскости:
- в середине блока;
- в поперечном и продольном направлениях;
- по диагоналям плоскости. В каждом положении плоским щупом определите зазор между штангенциркулем и плоскостью. Это и будет отклонение от плоскостности. Если отклонение превышает 0,1 мм, замените блок.
5. Очистите днище поршня от нагара шабером (можно изготовить из старого напильника).
6. Очистите от нагара канавки под поршневые кольца старым кольцом, вставив его в канавку наружной стороной и перекатывая по канавке.
7. Осмотрите поршни.
8. Осмотрите шатуны…
9. …и крышки — на них не должно быть трещин.
10. Осмотрите вкладыши: если на их рабочих поверхностях обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми. Все шатунные вкладыши одинаковы и взаимозаменяемы.
11. Измерьте диаметр поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 19 мм от кромки юбки. Диаметр поршня номинального размера для двигателя Z 14 ХЕР составляет 73,385-73,415 мм, для двигателя Z 16 XER — 78,992-79,983 мм, для двигателя Z 18 XER — 80,492-80,558 мм, а для двигателей мод. Z 20 LER, Z 20 LEH — 85,986-86,055 мм. Диаметры ремонтных поршней увеличены на 0,25 и 0,50 мм. По результатам измерений определите зазор между поршнем и цилиндром, при необходимости подберите новые поршни к цилиндрам. Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,03 мм. Его определяют промером цилиндров и поршней и обеспечивают установкой поршней номинального или ремонтных размеров. Максимально допустимый зазор (при износе деталей) 0,15 мм. Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, необходимо подобрать поршни номинального размера к цилиндрам или установить поршни ремонтного размера с расточкой и хонингованием цилиндров: зазор должен быть максимально приближен к расчетному.
12. Проверьте плоским щупом зазор по высоте между канавками в поршне и кольцами, вставляя кольцо в соответствующую канавку. Номинальный (расчетный) зазор для обоих компрессионных колец составляет 0,020 мм. Если кольцо велико по высоте и зазор мал, доведите высоту кольца до нужного значения, шлифуя его на наждачной бумаге, уложенной на стеклянную пластину.
13. Проверьте плоским щупом зазор в замке колец, установив кольцо в цилиндр на глубину около 50 мм.
Полезный совет
Для того чтобы установить кольцо без перекоса, продвиньте кольцо вглубь цилиндра поршнем.
14. Зазор должен составлять 0,3 мм для обоих компрессионных колец и 0,4-1,4 мм для маслосъемного кольца. Если зазор недостаточный, спилите стыковые поверхности кольца. Если зазор больше допустимого, замените кольцо.
15. Все поршни номинального и ремонтного размеров изготовлены с высокой степенью точности и не требуют предварительной сортировки и подбора по массе. При необходимости можно установить в отдельные цилиндры бывшие в употреблении поршни, если они в хорошем состоянии. Балансировка двигателя в этом случае не нарушится.
16. Измерьте нутромером внутренний диаметр Db посадочного места шатуна в сборе с крышкой.
Примечание
Перед измерением затяните шатунные болты номинальным моментом.
17. Измерьте микрометром толщину Т шатунных вкладышей.
Полезный совет
При отсутствии специальной насадки на микрометре для измерения вогнутой поверхности вкладыша можно воспользоваться небольшим шариком. После измерения вкладыша необходимо будет вычесть из полученного размера диаметр шарика.
18. Измерьте микрометром диаметр Dh шатунных шеек.
19. Рассчитайте зазор z между шатунными вкладышами и шейками коленчатого вала по формуле z = Db-2T-Dh. Номинальный расчетный зазор составляет 0,019-0,070 мм. Если фактический расчетный зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены. Если зазор больше предельно допустимого, замените вкладыши на этих шейках новыми (номинальной толщины).
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера, уменьшенного на 0,25 мм, замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют помимо наличия общего износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность — более 0,005 мм.
Предупреждения
При перешлифовке шатунных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо поставить соответствующее клеймо, например «Ш 0,25». Коленчатые валы, галтели шеек которых выполнены методом накатки, перешлифовке не подлежат и при износе шеек должны быть заменены.
20. Осмотрите верхние и нижние вкладыши коренных подшипников. Вкладыши центрального (третьего) коренного подшипника отличаются от остальных большей шириной. Кроме того, на их боковых торцах выполнены широкие буртики, играющие роль опорных полуколец упорного подшипника коленчатого вала. Если на рабочей поверхности вкладышей появились риски, задиры, отслоения антифрикционного слоя, замените вкладыши новыми.
Предупреждение
Запрещается проводить какие-либо подгоночные операции на вкладышах.
21. Осмотрите коленчатый вал. Трещины не допускаются. На поверхностях, сопрягаемых с рабочими кромками сальников, не должно быть царапин, забоин, рисок. При обнаружении их замените вал.
22. Измерьте микрометром наружный диаметр Dh коренных шеек. Фактический зазор между вкладышами коренных подшипников и коренными шейками коленчатого вала определяют по методике, изложенной для шатунных вкладышей. Номинальный расчетный зазор составляет 0,005 мм. Если фактический расчетный зазор меньше предельно допустимого, можно снова использовать вкладыши, которые были установлены. Если зазор больше предельно допустимого, замените на этих шейках вкладыши новыми (номинальной толщины).
Если шейки коленчатого вала изношены и перешлифованы до ремонтного размера с уменьшением диаметра на 0,25 мм, замените вкладыши ремонтными (увеличенной толщины).
Шейки шлифуют помимо наличия износа, если на них есть забоины и риски или овальность составляет более 0,004 мм, а конусность — более 0,005 мм, уменьшая диаметр на 0,25 мм.
Предупреждения
При перешлифовке коренных шеек коленчатого вала на ремонтный размер на первой щеке коленчатого вала необходимо поставить соответствующее клеймо, например «К 0,25». Коленчатые валы, галтели шеек которых выполнены методом накатки, перешлифовке не подлежат и при износе шеек должны быть заменены.
23. Проверьте параллельность упорных буртиков средней коренной шейки: если они не параллельны, коленчатый вал погнут и должен быть заменен.
24. Промойте каналы коленчатого вала, для чего залейте бензин в радиальные каналы, предварительно заглушив их с одной стороны деревянными пробками. Выдержите не менее 20 мин и промойте каналы бензином, впрыскивая его резиновой грушей. Деревянные заглушки снимите после промывки соединительных каналов. При необходимости повторяйте промывку до вытекания чистого бензина.
25. Очистите поверхности поршневых пальцев от лаковых отложений, предварительно размягчив их в растворителе. Осмотрите пальцы. Если на них обнаружены трещины, чрезмерный износ в месте контакта с бобышками поршня, следы от проворачивания в верхней головке шатуна, замените пальцы.
Сопряжение поршневого пальца и поршня проверьте, вставляя предварительно смазанный моторным маслом палец в отверстие бобышки поршня. При температуре окружающей среды 20 °С палец должен входить в отверстие при нажатии большого пальца руки и не выпадать из бобышки в вертикальном положении поршня с поршневым пальцем. Выпадающий из бобышки палец следует заменить другим. Если палец снова выпадает, замените поршень с пальцем.
Полезный совет
При наличии нового комплекта запасных частей не используйте выпрессованные поршневые пальцы повторно.
Восстановление блока цилиндров двигателя: дефектовка и ремонт
Как известно, блок цилиндров двигателя является основой любого ДВС. Фактически, блок представляет собой объемную деталь, внутри которой размещаются различные узлы и механизмы (поршни и кольца, а также гильзы ЦПГ, коленчатый вал, шатуны КШМ и т.д.).
Также на блок цилиндров через прокладку устанавливается головка блока цилиндров, которая является «продолжением» блока. В ГБЦ находится ГРМ. При этом как узлы внутри блока, так и в ГБЦ подвергаются значительным механическим и температурным нагрузкам во время работы двигателя.Не удивительно, что повреждения блока цилиндров не только нарушат работоспособность, но и выведут из строя силовой агрегат. По этой причине восстановление блока и его ремонт должен быть выполнен качественно и своевременно.
Читайте в этой статье
Основные дефекты и неисправности блока цилиндров двигателя
Начнем с того, что существует два вида блоков цилиндров:
- чугунные БЦ;
- блоки из алюминиевых сплавов;
Как правило, блоки из чугуна дополнительно упрочнены при помощи графита, а облегченные изделия из алюминия делают гильзованными (в блок вставляется гильза из чугуна). Также существуют алюминиевые блоки цилиндров без гильз. В состав сплава включен кремний, который значительно упрочняет блок.
Что касается гильзованных блоков, гильзы бывают «мокрыми» и «сухими». В первом случае охлаждающая жидкость напрямую контактирует с гильзой, тогда как во втором гильза плотно запрессована в тело блока во время изготовления.
Так или иначе, каждое решение имеет свои плюсы и минусы, а также в процессе эксплуатации возникают различные повреждения и дефекты блока цилиндров или дефекты гильз блока (в зависимости от типа БЦ).
Ремонт блока цилиндров необходимо начинать с установления причины неисправностей и дефектовки. Зачастую основной проблемой на моторах с большим пробегом является износ поверхности цилиндра или гильзы. На поверхности (зеркале) цилиндра появляются задиры, могут образоваться трещины, раковины и т.д.
Также нередко возникает износ цилиндров по направлению оси коленвала. Как правило, к повреждениям цилиндров на «свежем» моторе приводит перегрев двигателя или гидроудар, а также снижение уровня или значительная потеря свойств моторного масла.
Реже причиной дефектов блока становится неожиданное разрушение поршневых колец и другие непредвиденные поломки. Еще добавим, что в БЦ часто происходит деформация постели подшипников коленвала и т.п.
- Что касается износа поверхностей цилиндров, в этом случае такой износ зачастую является «естественным», то есть становится результатом эксплуатации двигателя в нормальных рабочих режимах. Сам ремонт цилиндров в этом случае зачастую предполагает расточку и хонингование цилиндра (нанесение хона). Это позволяет убрать эллипсность цилиндра, удалить царапины и задиры на зеркале.
- Более сложным случаем можно считать обрыв шатуна,
так как повреждения обычно более серьезные. Также причиной возникновения дефектов блока является и обрыв клапана, разрушение седла клапана и т.д. Результат — задиры на поверхности цилиндра и другие повреждения. Также в списке частых неисправностей следует выделить трещины блока или гильзы. - Еще добавим, что существуют так называемые «скрытые» проблемы, то есть определить дефекты визуально в рамках поверхностного осмотра может быть затруднительно. При этом неквалифицированный ремонт, который ограничен банальной заменой изношенных частей, все равно приведет к тому, что двигатель потребуется разбирать повторно через несколько сотен или тыс. километров пробега.
К указанным «скрытым» дефектам, прежде всего, следует отнести деформацию блока цилиндров. Зачастую такая деформация является следствием нарушения технологии в процессе изготовления блока. Простыми словами, если в блоке не снять внутреннее напряжение, возникнет деформация.
Кстати, данная проблема больше присуща блокам из чугуна. Также к деформации блока (как чугунного, так и алюминиевого) может привести перегрев двигателя или его неравномерный нагрев во время эксплуатации.
Восстановление цилиндров двигателя
Итак, ремонт блока цилиндров и восстановление самих цилиндров предполагает:
Для многих двигателей растачивание цилиндров является обязательной процедурой в рамках капитального ремонта мотора. Для выполнения процедуры используется специальный станок для расточки цилиндров двигателей. Под самой расточкой блока следует понимать обработку внутренней поверхности.
Такая обработка фактически представляет собой снятие слоя металла для выравнивания неровностей, удаления задиров, сглаживания раковин и т.д. Главная задача обработки заключается в том, чтобы придать цилиндрам нормальную форму (цилиндрическую).
Следующим шагом после расточки является хонингование. Нанесение хона на внутренние поверхности цилиндров выполняется абразивным мелкозернистым материалом (хонинговальный брус на хонинговальной головке). Сама хонинговальная головка крепится в шпинделе хонинговального станка. Такой станок позволяет реализовать вращательные и возвратно-поступательные движения.Еще ремонт блока цилиндров может предполагать гильзовку или перегильзовку. В первом случае следует понимать установку гильз, хотя заводская конструкция изначально этого не предполагает. Во втором изношенную гильзу извлекают из блока, после чего устанавливают ремонтную новую.
Как правило, гильзовка блока может быть выполнена двумя способами, когда гильзу охлаждают жидким азотом или же осуществляется нагрев ответной детали. В первом случае охлажденная гильза уменьшается в размере и с легкостью ставится (запрессовывается) на посадочное место. Второй способ предполагает нагрев. Оба метода запрессовки гильз позволяет добиться нужного натяга.
Напоследок отметим, что также в рамках восстановления блока может потребоваться выполнить ремонт постели подшипников коленчатого вала. Также в некоторых случаях возникает необходимость устранить деформацию блока. Для этого используется метод искусственного старения, когда блок нагревают до определенной температуры, после чего производится обработка различных участков.
Рекомендуем также прочитать статью о том, что такое гильзовка блока цилиндров. Из этой статьи вы узнаете о том, для чего выполняется данная процедура, а также когда возникает необходимость загильзовать двигатель, который изначально не рассчитан на установку гильз в блоке цилиндров.Что в итоге
Как видно, существует достаточно много неисправностей самого блока цилиндров. Некоторые можно считать мелкими (например, если болт обломался в блоке и т.п.), тогда как другие являются достаточно серьезными (например, износ стенок цилиндра, трещины и т.д.)
При этом важно понимать, что в каждом случае технология ремонта блока цилиндров может отличаться. Также сложность ремонта блока двигателя напрямую будет зависеть от самой проблемы, от общего состояние поврежденной детали, от особенностей конструкции и т.д.
На практике это означает, что в одних случаях можно выполнить восстановление блока цилиндров своими руками даже в условиях гаража, тогда как в других потребуется обязательное наличие спецоборудования (станки для расточки блока, хонингования, шлифовки). Также очень важным аспектом является опыт и квалификация самого мастера.
С учетом вышесказанного становится понятно, что доверять выполнение подобных работ следует только опытным специалистам, а сам двигатель оптимально ремонтировать на таких СТО, где реализована возможность производить все необходимые операции прямо на месте. Прежде всего, это позволит сократить сроки ремонта, а также зачастую может служить гарантией качества.
Читайте также
Дефектовка блока цилиндров
Добрый день, уважаемые читатели. В статье мы узнаем, как выполняется дефектовка блока цилиндров двигателя своими руками без посторонней помощи. Сложного в процедуре ничего нет и все манипуляции можно сделать самостоятельно. Блок цилиндров—один из самых важных элементов мотора автомобиля.

Блок цилиндров является базой для остальных частей двигателя. Повреждение блока отрицательным образом скажется на работоспособности силовой установки.
Если не выявить дефекты на ранней стадии, серьёзного ремонта не избежать. Задача дефектовки—как можно раньше выявить неисправности и принять оперативные меры для их устранения.
Дефектовка поможет установить возможность дальнейшей эксплуатации мотора. Иначе потребуется капитальный ремонт двигателя. Важно правильно провести обследование, ведь в ином случае придется нести дополнительные расходы.
Дефектовка блока цилиндров своими руками
Рассмотрим, как проверить на износ блок цилиндров (БЦ) и шатунно-поршневую группу (ШПГ) на примере мотора 4G18, довольно распространённого на автомобилях Mitsubishi и Chery.
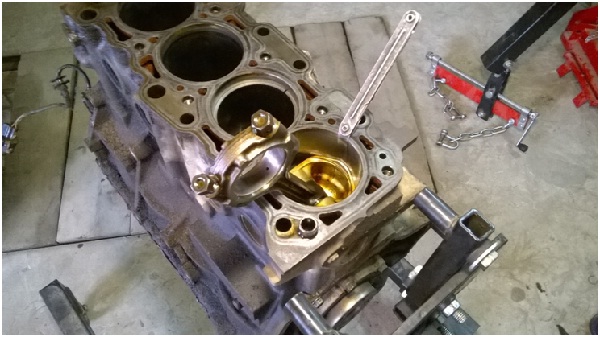
1.При осмотре, на стенках цилиндров должна быть чётко видна хонинговка. Если вместо неё на стенках цилиндра «зеркало», как на фото ниже, БЦ надо, как минимум, хонинговать. Необходимость замены поршневых колец можно определить по зазору в замке кольца, вставленного в цилиндр. Если зазор больше 0,8 — 1,0 мм., кольца точно нужно заменить.
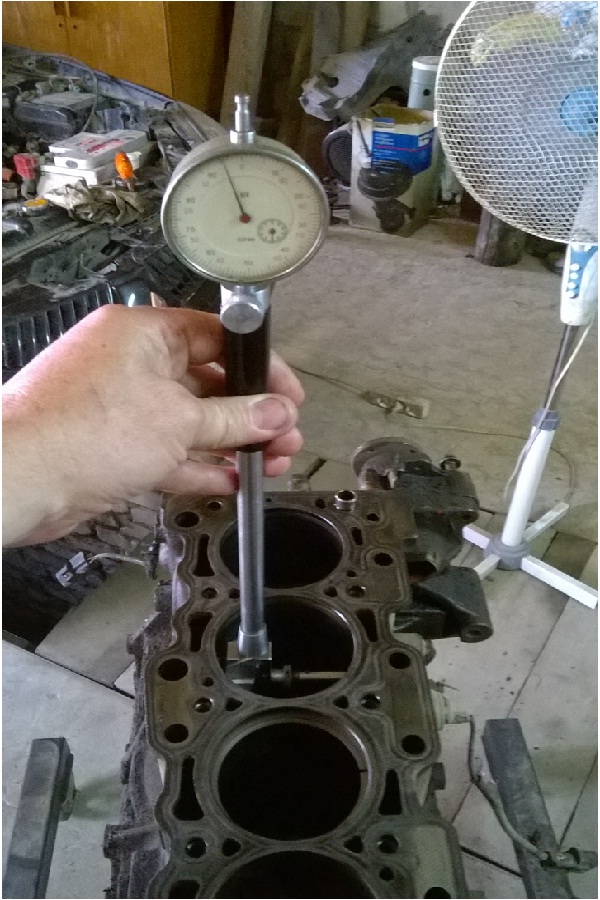
2.Микрометрическим нутромером замеряем диаметр цилиндра в месте наибольшего износа. Это то место, куда доходит верхнее компрессионное кольцо, при прохождении поршнем ВМТ.
3.Микрометром измеряется диаметр поршня в его наибольшем диаметре.

4.Если нет таких инструментов и навыков их использования, можно замерить зазор между юбкой поршня и цилиндром при помощи набора щупов.
В любом случае, этот зазор не должен превышать 0,10 – 0,12 мм.
Это интересно
ДЕФЕКТОВКА ДЕТАЛЕЙ ДВИГАТЕЛЯ
⇐ ПредыдущаяСтр 7 из 11Следующая ⇒ВНИМАНИЕ!
Все цифры (зазоры, размеры и прочее), приведенные в данной главе являются усредненными для двигателей 50-кубовых скутеров. Точные значения указаны в руководстве по ремонту конкретной модели скутера.
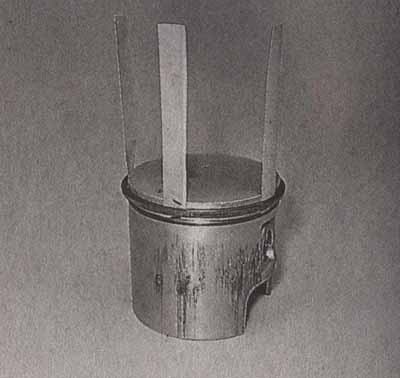
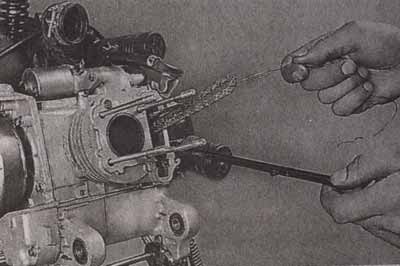
38. Снимаем кольца с поршня. Для этого лучше всего воспользоваться способом с применением тонких металлических пластин, показанном на фото.
Кольца снимаем по очереди.
Под верхнее поршневое кольцо поочередно вставляются три или четыре пластины из тонкого металла или упругого пластика, разводятся на равные расстояния друг от друга и кольцо снимается по пластинам, как по направляющим.
Повторяем операцию для второго кольца.
39. Проверяем состояние поршневых колец, для этого вставляем кольцо в цилиндр и замеряем зазор в замке кольца при помощи щупа.
Номинальный зазор в замке кольца должен находиться в пределах 0,1—0,2 мм. При зазоре более 0,5 мм кольца подлежат замене.
Вставляем кольца в их проточки на поршне и замеряем торцевой зазор между стенкой канавки и кольцом (разницу ширины кольца и канавки).
Зазор не должен превышать 0,07 — 0,08 мм. Однако, кольцо должно свободно, без усилий перемещаться в канавке, как в продольном, так и в поперечном направлениях.
40. Проверяем состояние цилиндра и поршня. Есть несколько методов проверки. Вот наиболее распространенные:
40.1. Наиболее точный метод — инструментальный.
• Измеряем микрометром диаметр в центральной части поршня, в направлении, перпендикулярном оси поршневого пальца. Место измерения обусловлено тем, что поршень имеет овальную форму в поперечном, и бочкообразную, в продольном разрезе. Необходимо измерить зазор в самой «толстой» части поршня.
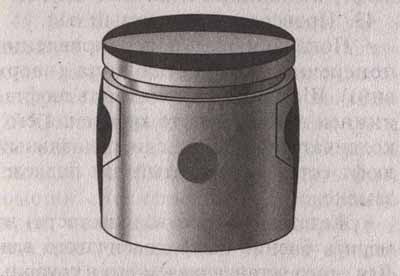
Красным цветом показаны области, выступающие за пределы правильной цилиндрической формы»
Синим — область измерения.
• Нутромером измеряем диаметр цилиндра в нескольких местах (снизу, в центре и сверху).
Сравниваем полученные измерения. Разница в числах (зазор) не должен превышать 0,07 — 0,08 мм. Если зазор в паре цилиндр — поршень больше, то поршень и цилиндр подлежат замене.

40.2. Менее точный, но более доступный метод:
· Опускаем поршень в цилиндр, сориентировав его в рабочее положение.
· Измеряем зазор при помощи щупа в средней части поршня, в плоскости поперечной оси поршневого пальца. Наиболее простой, но не точный способ измерения зазора в цилиндро-поршневой группе — визуальный.
· Устанавливаем цилиндр на плоскую ровную поверхность.
· Протираем поршень от пыли и смазываем тонким слоем моторного масла.
· Вставляем поршень в цилиндр в рабочем положении и отпускаем его. Поршень должен без заеданий, равномерно опуститься в цилиндр полностью примерно за 1 секунду. Если поршень застрял на половине пути — зазор мал, либо на поверхности поршня имеются задиры. Если провалился со стуком — зазор велик и поршень подлежит замене.
· Осматриваем трущиеся поверхности поршня и цилиндра на предмет повреждений.
· На трущихся поверхностях цилиндра и поршня возможно возникновение царапин и задиров, которые возникают в результате перегрева двигателя, масляного голодания, использования некачественного масла или повреждения воздушного фильтра. Осматриваем юбку поршня. Если на ней есть глубокие ( Грань между «глубокой» и «мелкой» царапинами можно определить на ощупь. Проводим пальцами по поверхности поршня, если царапины ощущаются — считаем ее глубокой. Если же царапину на ощупь почувствовать не удается, считаем ее мелкой ) царапины и задиры — поршень подлежит замене. Если царапины не глубокие — допускается зашлифовать их мелкозернистой наждачной бумагой ( В отличие от юбки, днище поршня можно и даже нужно отполировать до «зеркала» (мелкозернистой шкуркой и пастой ГОИ). К гладкой поверхности гораздо хуже прилипает нагар, что способствует улучшению охлаждения поршня и снижает вероятность возникновения калильного зажигания ) (№№ 600-800). При этом следует определить и устранить причину появления глубоких задиров и царапин.

ВНИМАНИЕ!
Юбку поршня нельзя полировать до зеркального блеска. Шероховатая поверхность юбки удерживает большее количество бензо-масляной смеси, что значительно улучшает смазку пары цилиндр-поршень.
• Если на поршне обнаружены прочие повреждения (сколы, нарушения геометрии, отверстия, и прочее), он подлежит замене).
41. Осматриваем цилиндр на предмет повреждений. Если на зеркале цилиндра обнаружены глубокие царапины, цилиндр подлежит замене.

42. Проверяем игольчатый подшипник верхней головки шатуна. Подшипник с шатуном должен свободно надеваться на поршневой палец, но при этом не должен иметь радиального люфта на нем. Заводим подшипник с вставленным в него поршневым пальцем в верхнюю головку шатуна и подкачаем палец в поперечном направлении относительно оси установки пальца. Если в сочленении чувствуется даже минимальный люфт, подшипник подлежит замене.
43. Проверяем коленчатый вал.
• Покачаем шатун в направлении, поперечном оси кривошипа (вверх-вниз). Шатун не должен иметь люфта в нижней головке (месте крепления его к коленчатому валу). Если радиальный ( Продольный (по оси) люфт шатуна в нижней головке допускается ) люфт есть — коленчатый вал подлежит замене.
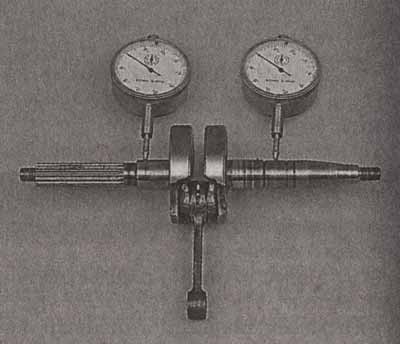
• Желательно (при возможности) измерить биение цапф коленчатого вала. Для этого устанавливаем его в токарных центрах и индикатором измеряем биение каждой цапфы.
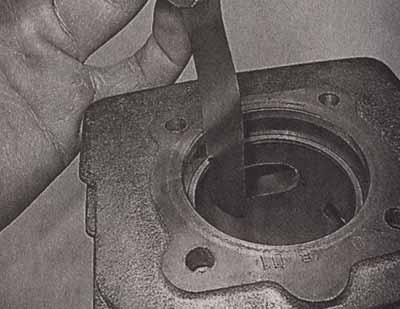
44. Осматриваем лепестковый клапан. Если рабочие пластины потрескались, имеют физические повреждения или неплотно прилегают к плоскости корпуса, клапан подлежит замене.
СБОРКА ДВИГАТЕЛЯ
Сборку двигателя производим в последовательности, обратной разборке. При этом:
ВНИМАНИЕ!
Перед установкой новой прокладки необходимо полностью удалить остатки старой прокладки с поверхностей половинок картера (ножом, шабером или при помощи химического средства для удаления старых прокладок).
45. Устанавливаем коленчатый вал в большую половину картера. Для облегчения запрессовки подшипников рекомендуется разогреть картер до 100-120° С при помощи технического фена или в духовке электрической кухонной плиты, а подшипник — охладить (при помощи специального охлаждающего спрея, который можно приобрести в магазине автозапчастей) или просто положив подшипник в морозильную камеру на некоторое время.
46. Смазываем моторным маслом подшипники коленчатого вала и шатуна.
47. Устанавливаем новую прокладку на большую половинку картера.
48. Устанавливаем малую половинку картера на место (предварительно разогрев посадочное место подшипника).
49. Заворачиваем болты картера и затягиваем их по кругу в несколько приемов (момент затяжки см. Моменты затяжки резьбовых соединений).
ВНИМАНИЕ!
После установки коленчатый вал должен свободно, без заеданий, стуков и щелчков вращаться в обе стороны.
50. Перед установкой поршня устанавливаем на место поршневые кольца (см. с. 156 п. 38), вставляем одно из стопорных колец на место, затем ориентируем поршень стрелкой (она выбита на донышке поршня) вперед, то есть к выпускному окну. Запрессовываем палец до упора в противоположное стопорное кольцо и устанавливаем второе стопорное кольцо.
51. Вворачиваем шпильки цилиндра. Затягивать шпильки удобнее всего шпильковертом, однако если его нет, можно воспользоваться тем же способом, что и при выворачивании — при помощи двух гаек (см. с. 152 п. 19).
52. Устанавливаем прокладку цилиндра.
53. Перед установкой цилиндра на поршень необходимо развернуть поршневые кольца замками напротив фиксирующих штифтов, которые расположены в канавках и развернуты на угол примерно 120° относительно друг друга.
54. Смазываем зеркало цилиндра тонким слоем моторного масла и надеваем цилиндр на поршень, придерживая пальцами кольца.
ВНИМАНИЕ!
Если цилиндр не надевается, ни в коем случае нельзя применять силу, стараясь загнать его на место. Необходимо убедиться, что поршневые кольца прижаты конусной фаской на нижней кромке цилиндра и вошли внутрь. Если нет — снять цилиндр, проверить правильность установки колец (замки напротив штифтов) и повторить операцию.
55. Устанавливаем головку цилиндра на шпильки, наворачиваем гайки и затягиваем их постепенно крест-накрест (момент затяжки см. Моменты затяжки резьбовых соединений).
56. Устанавливаем на место впускной патрубок в сборе с лепестковым клапаном.
57. Вворачиваем свечу зажигания.
58. Устанавливаем все оставшиеся детали в последовательности, обратной разборке.
16.42. Ремонт скутера. Четырехтактный двигатель — разборка и сборка
РАЗБОРКА
Блок «двигатель-трансмиссия» извлечен из рамы скутера (см. Силовой агрегат — снятие и установка).
1. Сливаем масло из двигателя (см. Моторное масло — замена). ( Если не планируется разбирать картер двигателя (извлекать коленчатый вал), масло из двигателя можно не сливать )
2. Пассатижами снимаем пружинный хомут с шланга отвода картерных газов.
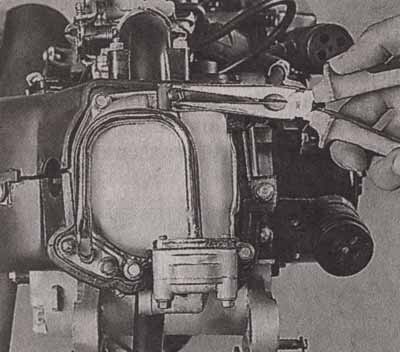
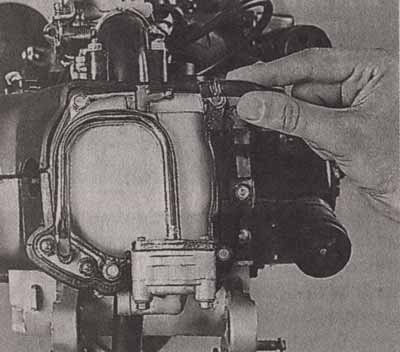
3. Снимаем со штуцера крышки головки цилиндра шланг отвода картерных газов.
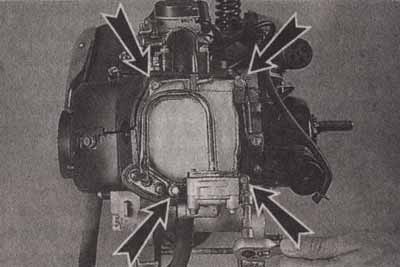
4. Отворачиваем болты крепления крышки головки цилиндра.
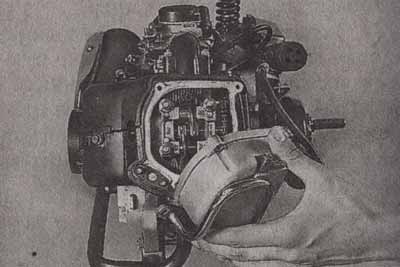
Внимание!
Перед снятием крышки головки цилиндра подставьте под нее емкость для сбора масла. В головке цилиндра всегда скапливается некоторое количество масла, которое выльется при снятии крышки.
5. Снимаем крышку головки цилиндра.
6. Отворачиваем гайки крепления впускного патрубка.
7. Снимаем впускной патрубок в сборе с карбюратором и отводим его в сторону. Для удобства проведения дальнейшей работы можно снять карбюратор в сборе с впускным патрубком, ослабив хомут патрубка воздушного фильтра (см. Карбюратор переменного разрежения — разборка, промывка и сборка).
8. Отворачиваем гайки выпускной трубы.
9. Отворачиваем все гайки и болты, крепящие глушитель к картеру силового агрегата и снимаем выпускную систему в сборе.

10. Снимаем кожух охлаждения цилиндра (см. Двухтактный двигатель — разборка и сборка).
ВНИМАНИЕ!
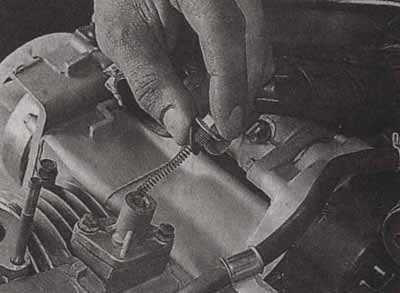
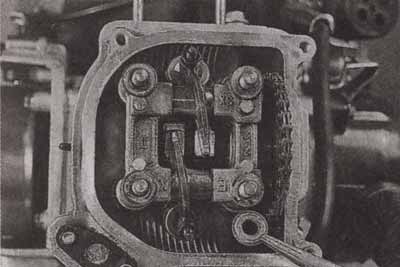
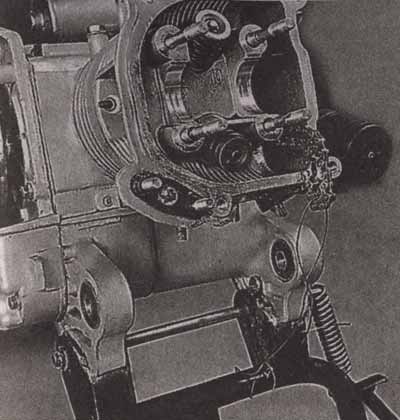
Перед тем, как приступить к разборке механизма газораспределения, необходимо уточнить, как выставлены фазы ГРМ. Для этого устанавливаем поршень в ВМТ такта сжатия (см. Регулировка клапанных зазоров), при этом запоминаем, каким образом расположились установочные метки и кулачки на приводной звездочке распределительного вала. Это необходимо для того, чтобы при сборке не возникло трудностей с правильной установкой фаз ГРМ, если технология установки будет отличаться от стандартной.
11. Отворачиваем болт натяжителя цепи ГРМ.
12. Извлекаем болт и пружину натяжителя цепи ГРМ.
13. Отворачиваем болты корпуса на-тяжителя цепи ГРМ.
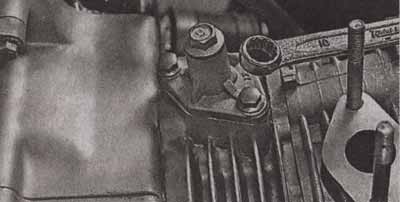
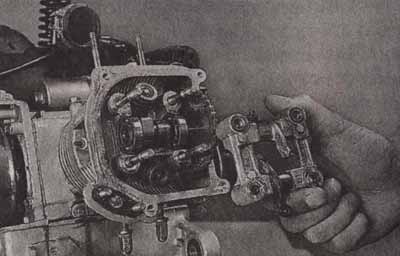
14. Снимаем натяжитель цепи ГРМ.
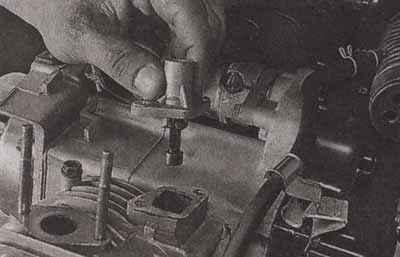
15. Отворачиваем гайки крепления опоры коромысел клапанов.
16. Снимаем уплотнительные шайбы опоры коромысел.
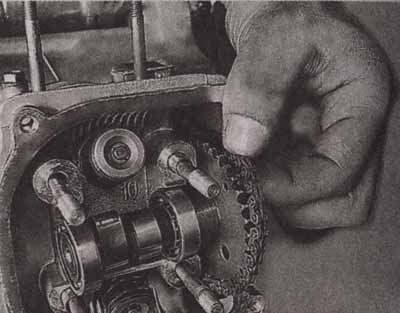
17. Снимаем опору коромысел в сборе.
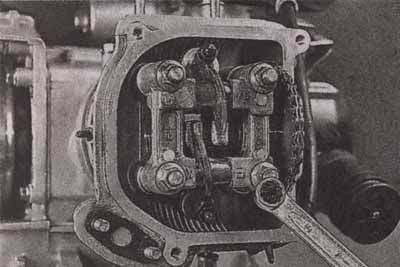
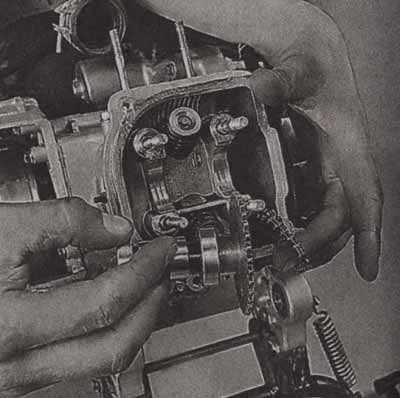
18. Снимаем цепь привода ГРМ со звездочки распределительного вала, придерживая ее так, чтобы она не провалилась в картер.
19. Извлекаем распределительный вал из головки цилиндра, придерживая цепь ГРМ.
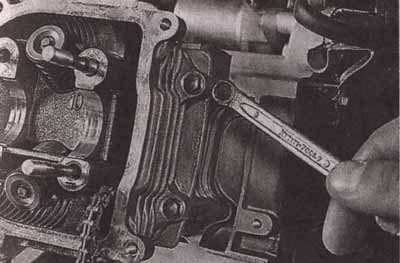
20. Привязываем цепь ГРМ отрезком проволоки или шнурком к любому удобному месту на блоке. Это не позволит цепи упасть внутрь двигателя.
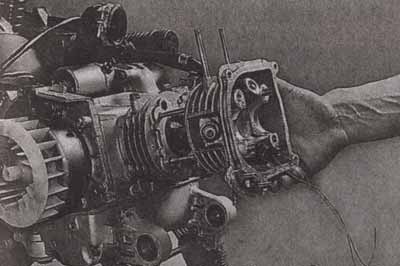
21. Отворачиваем болты крепления головки цилиндра.
22. Снимаем головку цилиндра, пропустив цепь ГРМ сквозь колодец, вместе с привязанной к ней проволокой.
ВНИМАНИЕ!
Вероятно, головка окажется «прикипевшей» к цилиндру, и чтобы стронуть ее с места, будет необходимо нанести несколько легких ударов киянкой или резиновым молотком с боков. Категорически запрещается отрывать головку при помощи отверток или подобных инструментов! Это приведет к деформации посадочных плоскостей цилиндра и головки и нарушению герметичности соединения.
23. Снимаем прокладку головки цилиндра.
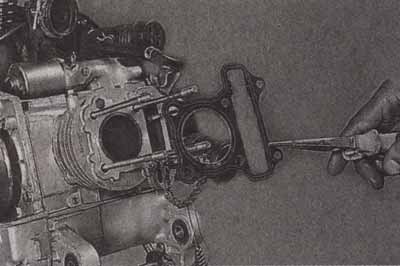
24. Извлекаем из цепного колодца успокоитель цепи ГРМ.
25. Снимаем цилиндр со шпилек.
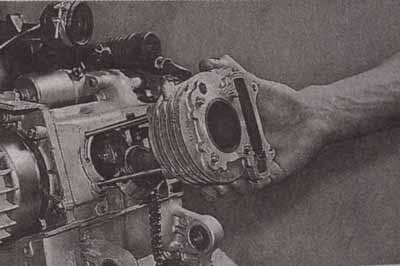
ВНИМАНИЕ!
Вероятно, цилиндр, так же, как и головка, окажется прикипевшим к картеру. Чтобы стронуть его с места, необходимо так же нанести несколько легких ударов киянкой или резиновым молотком с боков, после чего снять цилиндр руками. Категорически запрещается отрывать цилиндр при помощи отверток или подобных инструментов! Это приведет к деформации посадочных плоскостей цилиндра и картера и нарушению герметичности соединения.
ВНИМАНИЕ!
Перед тем, как приступить к последующим работам, рекомендуется закрыть кривошипную камеру чистой тканью или бумагой во избежание попадания в нее грязи и мелких деталей.
26. Снимаем прокладку цилиндра и, если она приклеилась к плоскостям цилиндра или картера, аккуратно счищаем остатки ножом, стараясь не поцарапать плоскости.
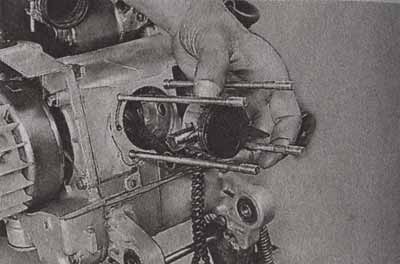
27. Извлекаем из бобышки поршня стопорные кольца, пользуясь тонкими плоскогубцами и шилом.

28. Извлекаем из поршня поршневой палец и снимаем поршень (подробнее см. Двухтактный двигатель — разборка и сборка).
29. Дальнейшая разборка четырехтактного двигателя производится аналогично разборке двухтактного двигателя (см. Двухтактный двигатель — разборка и сборка).
Дефектовка деталей ЦПГ производится аналогично дефектовке деталей двухтактного двигателя (см. Двухтактный двигатель — разборка и сборка).
ВНИМАНИЕ!
Маслосъемное кольцо заменяется, вместе с компрессионными.