Основные размеры и условия для сборки двигателя ГАЗ-66, ГАЗ-53
Основные размеры и условия для сборки двигателя ГАЗ-66, ГАЗ-53
Все детали, поступающие на сборку, должны быть очищены от грязи, нагара и накипи, обезжирены, промыты и высушены.
Масляные каналы и отверстия в деталях должны быть прочищены, промыты под давлением и продуты сжатым воздухом.
Не допускается промывка деталей из алюминиевых и цинковых сплавов в щелочных растворах, применяемых для мойки стальных и чугунных деталей, так как алюминий и цинк растворяются в щелочах.
Все агрегаты, а также детали разобранных агрегатов при ремонте могут быть обезличены, за исключением следующих деталей:
— блока цилиндров и крышек коренных подшипников;
— шатуна и крышки шатуна;
— шестерен главной передачи;
— крышек подшипников дифференциала и картера главной передачи;
— правой и левой коробок сателлитов дифференциала. Допускается комплектование главной передачи из годных работавших или новых шестерен при условии обязательной проверки их зацепления на специальном приспособлении.
Отколы на зубьях шестерен и выкрашивание рабочей поверхности зубьев не допускаются.
Блок цилиндров и крышки коренных подшипников при разборке, контроле и сортировке не должны раскомплектовываться, так как они обработаны совместно и поэтому не взаимозаменяемы. Блоки цилиндров, поступающие на сборку, должны быть тщательно очищены от грязи и накипи, а масляные каналы — от шлама и стружки.
Гнезда вкладышей коренных подшипников должны быть расточены до номинального размера, если их размер и несоосность превышают допустимую величину. Чистота расточенных гнезд должна соответствовать классу 6-б по ГОСТ 2789—51, а максимальная их несоосность не должна превышать 0,02 мм.
При контроле, а также при растачивании гнезд момент затяжки болтов крепления, крышек коренных подшипников должен быть 11—12 кГм.
На поверхности расточенных гнезд вкладышей следы черноты не допускаются.
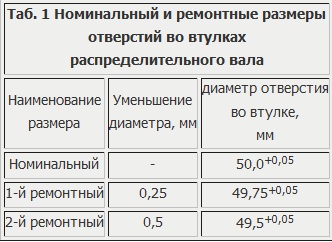
Втулки распределительного вала, запрессованные в блок цилиндров, должны быть расточены до номинального или одного из ремонтных размеров, приведенных в табл. 1.
Чистота расточенных поверхностей должна соответствовать классу 7 по ГОСТ 2789—5 1, а несоосность втулок не должна превышать 0,025 мм.
Непараллельность осей коленчатого и распределительного валов не должна превышать 0,04 мм на всей длине,
а расстояние между осями должно находиться в пределах 125,5 ± 0,025 мм.
Отклонение от перпендикулярности оси отверстий под гильзу цилиндра к оси коленчатого вала допускается в пределах 0,015 мм на длине 100 мм, а оси отверстий под толкатели к оси распределительного вала—не более 0,050 мм на длине 100 мм.
Чтобы обеспечить селективную сборку в новых блоках цилиндров, отверстия под толкатели рассортированы на две размерные группы.
Маркируют размерные группы маслостойкой краской на приливах под толкатели.
После обработки отверстий под толкатели ремонтных размеров их необходимо также сортировать на размерные группы. Маркировка размерных групп и ремонтные размеры отверстий под толкатели приведены в табл. 2.
Гильзы цилиндров
Гильзы цилиндров, устанавливаемые на один двигатель, должны быть номинального размера или расточены и хонингованы до одного общего для всех гильз ремонтного размера, указанных в табл. 3.
Овальность и конусность окончательно обработанных гильз не должна превышать 0,02 мм. Причем большее основание конуса должно быть в нижней части гильзы. Бочкообразность и корсетность не более 0,01 мм. Поверхность гильзы должна быть зеркально-блестящей без рисок и черноты, ее чистота должна соответствовать классу 9-а.
Чтобы обеспечить селективную сборку сопряжения гильза — поршень, на автомобильных заводах гильзы номинального размера сортируют на пять размерных групп. Размерные группы обозначают буквами русского алфавита, которые нанесены резиновой печаткой на шлифованной наружной поверхности гильз. С этой же целью гильзы, обработанные до ремонтного размера, также должны быть рассортированы на размерные группы.
Если овальность посадочной поверхности гильзы превышает допустимую величину 0,025 мм, то поверхность должна быть восстановлена осталиванием с последующей обработкой до номинального размера. При этом биение посадочной поверхности относительно внутренней поверхности гильзы не должно превышать 0,08 мм, а непараллельность осей, указанных поверхностей не должна превышать 0,02 мм на длине 100 мм.
Поршни и поршневые пальцы
Для авторемонтного производства выпускают поршни номинального и трех ремонтных размеров.
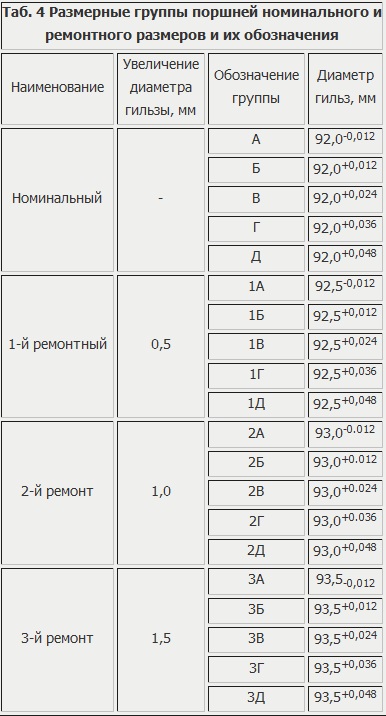
Для обеспечения подбора по гильзам поршни рассортированы на пять размерных групп, которые обозначены буквами русского алфавита. Обозначение размерной группы выбито на днище поршня. Размерные группы поршней номинального и ремонтного размеров, а также их обозначения приведены в табл. 4.
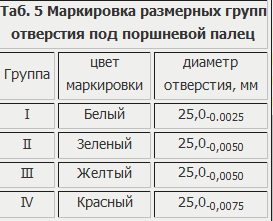
По диаметру отверстия под поршневой палец поршни рассортированы на четыре размерные группы. Группы маркируют маслостойкой краской на наружной поверхности бобышек поршней. Размерные группы отверстия под поршневой палец и их маркировка приведены в табл, 5.
Юбка поршня выполнена овальной и имеет конусность. Большая ось овала расположена в плоскости, перпендикулярной оси поршневого пальца, а конусность юбки в этой же плоскости должна составлять 0,013—0,038 мм. Наибольший диаметр конуса должен быть в нижней части юбки.
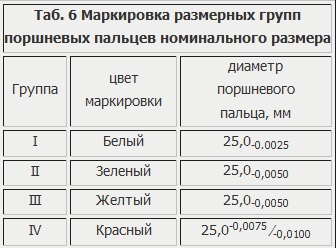
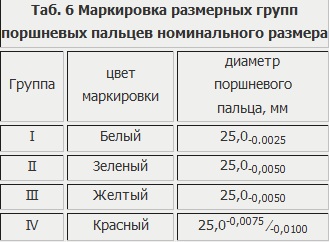
При капитальном ремонте двигателей применяют поршневые пальцы только номинального размера, которые рассортированы на четыре размерные группы. Размерные группы поршневых пальцев номинального размера и их маркировка приведены в табл. 6.
Поршневые кольца
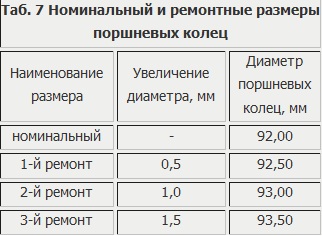
Поршневые кольца выпускают номинального и трех ремонтных размеров, приведенных в табл. 7.
Из трех колец, устанавливаемых на один поршень, два (второе компрессионное и маслосъемное) должны быть покрыты полудой, а верхнее компрессионное — хромом.
При проверке в кольцевом калибре соответствующего размера просвет между поршневым кольцом и калибром не допускается. Упругость компрессионных колец, сжатых стальной лентой до зазора в стыке 0,3 ∕0,5 мм, должна быть 1,75 — 2,50 кГ, а маслосъемных — 1,5 — 2,2 кГ.
Шатуны
Шатун и крышка шатуна при разборке, контроле и сортировке не должны раскомплектовываться, так как они не взаимозаменяемы.
Допускается восстановление отверстия нижней головки шатуна осталиванием с последующей обработкой до номинального размера. Перед обработкой нижней головки гайки шатунных болтов должны быть затянуты динамометрическим ключом. Момент затяжки — 6,8 — 7,5 кГм.
Втулки, запрессованные в верхнюю головку шатунов, должны быть расточены до номинального размера. Перед растачиванием втулки должны быть проглажены брошью.
Чистота обработанных поверхностей во втулке и нижней головке шатуна должна соответствовать классу 8-б.
После растачивания овальность и конусность верхней головки шатуна не должны превышать 0,005 мм, нижней — 0,008 мм.
Непараллельность осей отверстий верхней и нижней головок шатуна — не более 0,03 мм на длине 100 мм, оси отверстий верхней и нижней головок шатуна должны лежать в одной плоскости, отклонение не более 0,04 мм на длине 100 мм.
Перпендикулярность торцовых поверхностей нижней головки относительно оси отверстия — не более 0,05 мм.
У шатунов, поступающих на сборку двигателя, расстояние между осями нижней и верхней головок должно быть 155,95 — 156,05 мм.
Для обеспечения возможности селективной сборки шатуна с поршневым пальцем шатуны должны быть рассортированы на группы по размеру отверстия в верхней головке. Каждую группу шатунов маркируют маслостойкой краской определенного цвета. Маркировка шатунов приведена в табл. 8.
Коленчатый вал
У коленчатых валов, поступающих на сборку, масляные каналы и грязеуловители должны быть тщательно очищены от шлама.
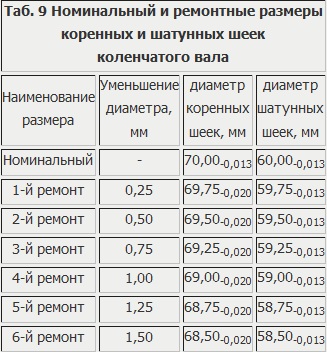
Шатунные и коренные шейки должны быть номинального или одного из ремонтных размеров, указанных в табл. 9.
При шлифовании шатунных шеек радиус кривошипа должен быть сохранен номинальным.
Для одноименных шеек разные ремонтные размеры не допускаются.
Овальность и конусность шеек коленчатого вала не должны превышать 0,01 мм.
Чистота поверхности шеек должна соответствовать 9-му классу.
Длина передней коренной шейки должна быть в пределах 30,45—30,90 мм. Длина шатунной шейки — 52,0—52,2 мм.
Радиусы галтелей шатунных шеек должны быть в пределах 1,2—2,0 мм, коренных — 1,2—2,5 мм.
При вращении вала, установленного в призмы на крайние коренные шейки, биение не должно превышать:
— для средних коренных шеек — 0,02 мм;
— для шейки под распределительную шестерню — 0,03 мм;
— > ступицу шкива вентилятора — 0,04 мм;
— > > задний сальник — 0,04мм;
— фланца по торцу — 0,04 мм.
Не параллельность осей шатунных и коренных шеек — не более 0,012 мм на длине каждой шейки.
Коренные и шатунные вкладыши
Тонкостенные вкладыши подшипников коленчатого вала должны быть полностью взаимозаменяемы, и обеспечивать без подбора необходимые для нормальной работы двигателя посадки в сопряжениях подшипников.
Не допускается наличие трещин и откалывание антифрикционного слоя от стальной ленты у шатунных и коренных вкладышей.
Забоины и царапины на рабочей поверхности не допускаются.
На обратной стороне вкладыша допускаются царапины глубиной не более 0,1 мм в количестве не более трех.
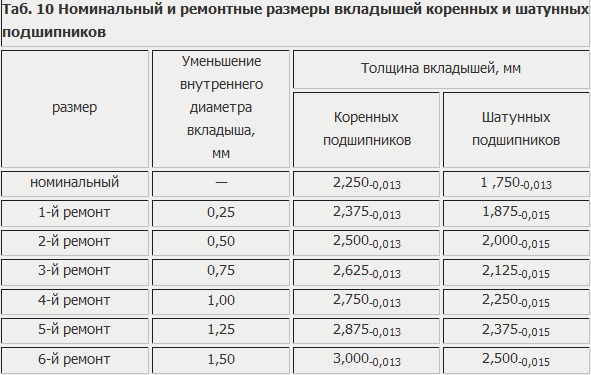
Острые кромки и заусеницы на стыках вкладыша должны быть зачищены. Забоины, царапины и коррозия на плоскостях стыков вкладышей не допускаются. Зачистка стыков для выведения этих дефектов не допускается.Фиксирующий выступ вкладыша не должен иметь повреждений. Ремонт вкладышей перезаливкой антифрикционного слоя не допускается.Номинальный и ремонтные размеры вкладышей приведены в табл. 10.
Маховик
Рабочая поверхность маховика должна быть гладкой, ее чистота после обработки должна соответствовать 9-му классу. Маховик должен подвергаться статической балансировке. Величина допустимого дисбаланса не должна превышать 35 гсм. При балансировке сверлить отверстие диаметром 11 мм на радиусе 156 мм на глубину 18 мм.Максимальное биение рабочей поверхности не должно превышать 0,1 мм.Размеры отверстий под болты крепления маховика не должны превышать 12,30 мм.
Распределительный вал
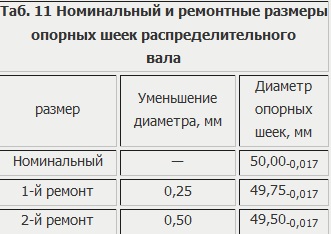
Опорные шейки распределительного вала должны быть номинального или одного из ремонтных размеров, приведенных в табл. 11.
Овальность и конусность опорных шеек — не более 0,010 мм, Взаимное биение опорных шеек и шейки под шестерню — не более 0,020 мм.
Биение цилиндрической части кулачков относительно шеек — не более 0,05 мм.
Чистота обработки поверхности опорных шеек должна соответствовать классу 9-б.
При установке вала на крайних опорных шейках биение промежуточных шеек не должно превышать 0,05 мм.
Толкатели
Толкатели по наружному диаметру должны быть номинального или одного из ремонтных размеров, приведенных в табл. 12.Овальность, конусность и огранка наружной поверхности толкателя — не более 0,007 мм.Твердость наружной сферической поверхности RC— 60.На поверхности толкателя не допускаются трещины, риски, черновины и прижоги.
Головка цилиндров
Головка цилиндров, поступающая на сборку, должна быть тщательно промыта, рубашка охлаждения должна быть очищена от накипи и грязи, масляные каналы — от шлама, а выпускные каналы — от нагара.
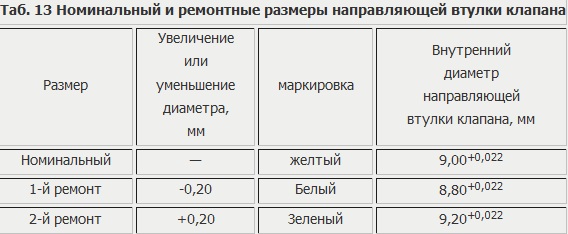
Запрессованные в головку блока направляющие втулки клапанов должны быть номинального или одного из ремонтных размеров и маркированы краской. Размеры втулок и их маркировка указаны в табл. 13.Расстояние от верхнего торца направляющей втулки до плоскости головки должно быть равно 24 мм.Седла впускных и выпускных клапанов должны быть шлифованы под 45° к оси направляющих втулок. Ширина рабочей фаски седла должна быть 1,5 ± 2,0 мм. Биение конических поверхностей всех седел клапана относительно осей отверстий направляющих втулок клапанов — не более 0,025 мм. Запрессованные в головку цилиндров направляющие втулки клапанов по наружному диаметру могут быть номинального размера или ремонтного (увеличенного на 0,25 мм).
Впускной и выпускной клапаны
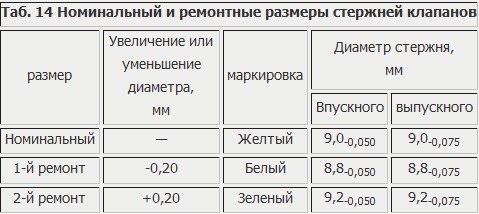
Диаметры стержней клапанов должны быть номинального или одного из ремонтных размеров, приведенных в табл. 14. Рабочая фаска головки клапана должна быть шлифована под углом 45° к оси стержня. Чистота рабочей поверхности фаски после шлифования должна соответствовать 8-му классу. Биение рабочей поверхности фаски относительно стержня клапана не более 0,03 мм.
Впускная труба
У впускной трубы, поступающей на сборку, рубашка охлаждения должна быть очищена от грязи и накипи, а впускные каналы от нагара. Поверхности разъема с головками цилиндров должны быть плоскими — отклонение в пределах 0,1 мм не более.
Трубу нужно подвергнуть испытанию водой под давлением 3 – 4 кГ/см2.
Диаметр поршня газ 53
Основные размеры и условия для сборки двигателя ГАЗ-66, ГАЗ-53
Все детали, поступающие на сборку, должны быть очищены от грязи, нагара и накипи, обезжирены, промыты и высушены.
Масляные каналы и отверстия в деталях должны быть прочищены, промыты под давлением и продуты сжатым воздухом.
Не допускается промывка деталей из алюминиевых и цинковых сплавов в щелочных растворах, применяемых для мойки стальных и чугунных деталей, так как алюминий и цинк растворяются в щелочах.
Все агрегаты, а также детали разобранных агрегатов при ремонте могут быть обезличены, за исключением следующих деталей:
— блока цилиндров и крышек коренных подшипников;
— шатуна и крышки шатуна;
— шестерен главной передачи;
— крышек подшипников дифференциала и картера главной передачи;
— правой и левой коробок сателлитов дифференциала. Допускается комплектование главной передачи из годных работавших или новых шестерен при условии обязательной проверки их зацепления на специальном приспособлении.
Отколы на зубьях шестерен и выкрашивание рабочей поверхности зубьев не допускаются.
Блок цилиндров и крышки коренных подшипников при разборке, контроле и сортировке не должны раскомплектовываться, так как они обработаны совместно и поэтому не взаимозаменяемы. Блоки цилиндров, поступающие на сборку, должны быть тщательно очищены от грязи и накипи, а масляные каналы — от шлама и стружки.
Гнезда вкладышей коренных подшипников должны быть расточены до номинального размера, если их размер и несоосность превышают допустимую величину. Чистота расточенных гнезд должна соответствовать классу 6-б по ГОСТ 2789—51, а максимальная их несоосность не должна превышать 0,02 мм.
При контроле, а также при растачивании гнезд момент затяжки болтов крепления, крышек коренных подшипников должен быть 11—12 кГм.
На поверхности расточенных гнезд вкладышей следы черноты не допускаются.
Втулки распределительного вала, запрессованные в блок цилиндров, должны быть расточены до номинального или одного из ремонтных размеров, приведенных в табл. 1.

Чистота расточенных поверхностей должна соответствовать классу 7 по ГОСТ 2789—5 1, а несоосность втулок не должна превышать 0,025 мм.
Непараллельность осей коленчатого и распределительного валов не должна превышать 0,04 мм на всей длине,
а расстояние между осями должно находиться в пределах 125,5 ± 0,025 мм.
Отклонение от перпендикулярности оси отверстий под гильзу цилиндра к оси коленчатого вала допускается в пределах 0,015 мм на длине 100 мм, а оси отверстий под толкатели к оси распределительного вала—не более 0,050 мм на длине 100 мм.
Чтобы обеспечить селективную сборку в новых блоках цилиндров, отверстия под толкатели рассортированы на две размерные группы.
Маркируют размерные группы маслостойкой краской на приливах под толкатели.
После обработки отверстий под толкатели ремонтных размеров их необходимо также сортировать на размерные группы. Маркировка размерных групп и ремонтные размеры отверстий под толкатели приведены в табл. 2.
Гильзы цилиндров
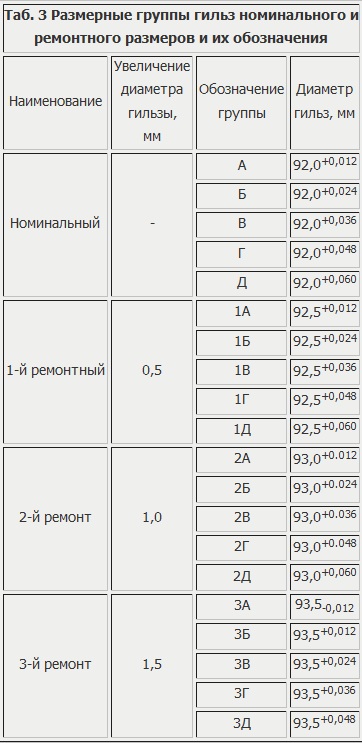
Гильзы цилиндров, устанавливаемые на один двигатель, должны быть номинального размера или расточены и хонингованы до одного общего для всех гильз ремонтного размера, указанных в табл. 3.
Овальность и конусность окончательно обработанных гильз не должна превышать 0,02 мм. Причем большее основание конуса должно быть в нижней части гильзы. Бочкообразность и корсетность не более 0,01 мм. Поверхность гильзы должна быть зеркально-блестящей без рисок и черноты, ее чистота должна соответствовать классу 9-а.
Чтобы обеспечить селективную сборку сопряжения гильза — поршень, на автомобильных заводах гильзы номинального размера сортируют на пять размерных групп. Размерные группы обозначают буквами русского алфавита, которые нанесены резиновой печаткой на шлифованной наружной поверхности гильз. С этой же целью гильзы, обработанные до ремонтного размера, также должны быть рассортированы на размерные группы.
Если овальность посадочной поверхности гильзы превышает допустимую величину 0,025 мм, то поверхность должна быть восстановлена осталиванием с последующей обработкой до номинального размера. При этом биение посадочной поверхности относительно внутренней поверхности гильзы не должно превышать 0,08 мм, а непараллельность осей, указанных поверхностей не должна превышать 0,02 мм на длине 100 мм.
Поршни и поршневые пальцы
Для авторемонтного производства выпускают поршни номинального и трех ремонтных размеров.
Для обеспечения подбора по гильзам поршни рассортированы на пять размерных групп, которые обозначены буквами русского алфавита. Обозначение размерной группы выбито на днище поршня. Размерные группы поршней номинального и ремонтного размеров, а также их обозначения приведены в табл. 4.
По диаметру отверстия под поршневой палец поршни рассортированы на четыре размерные группы. Группы маркируют маслостойкой краской на наружной поверхности бобышек поршней. Размерные группы отверстия под поршневой палец и их маркировка приведены в табл, 5.
Юбка поршня выполнена овальной и имеет конусность. Большая ось овала расположена в плоскости, перпендикулярной оси поршневого пальца, а конусность юбки в этой же плоскости должна составлять 0,013—0,038 мм. Наибольший диаметр конуса должен быть в нижней части юбки.
При капитальном ремонте двигателей применяют поршневые пальцы только номинального размера, которые рассортированы на четыре размерные группы. Размерные группы поршневых пальцев номинального размера и их маркировка приведены в табл. 6.
Поршневые кольца
 Поршневые кольца выпускают номинального и трех ремонтных размеров, приведенных в табл. 7.
Поршневые кольца выпускают номинального и трех ремонтных размеров, приведенных в табл. 7.
Из трех колец, устанавливаемых на один поршень, два (второе компрессионное и маслосъемное) должны быть покрыты полудой, а верхнее компрессионное — хромом.
При проверке в кольцевом калибре соответствующего размера просвет между поршневым кольцом и калибром не допускается. Упругость компрессионных колец, сжатых стальной лентой до зазора в стыке 0,3 ∕0,5 мм, должна быть 1,75 — 2,50 кГ, а маслосъемных — 1,5 — 2,2 кГ.
Шатуны
 Шатун и крышка шатуна при разборке, контроле и сортировке не должны раскомплектовываться, так как они не взаимозаменяемы.
Шатун и крышка шатуна при разборке, контроле и сортировке не должны раскомплектовываться, так как они не взаимозаменяемы.
Допускается восстановление отверстия нижней головки шатуна осталиванием с последующей обработкой до номинального размера. Перед обработкой нижней головки гайки шатунных болтов должны быть затянуты динамометрическим ключом. Момент затяжки — 6,8 — 7,5 кГм.
Втулки, запрессованные в верхнюю головку шатунов, должны быть расточены до номинального размера. Перед растачиванием втулки должны быть проглажены брошью.
Чистота обработанных поверхностей во втулке и нижней головке шатуна должна соответствовать классу 8-б.
После растачивания овальность и конусность верхней головки шатуна не должны превышать 0,005 мм, нижней — 0,008 мм.

Непараллельность осей отверстий верхней и нижней головок шатуна — не более 0,03 мм на длине 100 мм, оси отверстий верхней и нижней головок шатуна должны лежать в одной плоскости, отклонение не более 0,04 мм на длине 100 мм.
Перпендикулярность торцовых поверхностей нижней головки относительно оси отверстия — не более 0,05 мм.
У шатунов, поступающих на сборку двигателя, расстояние между осями нижней и верхней головок должно быть 155,95 — 156,05 мм.
Для обеспечения возможности селективной сборки шатуна с поршневым пальцем шатуны должны быть рассортированы на группы по размеру отверстия в верхней головке. Каждую группу шатунов маркируют маслостойкой краской определенного цвета. Маркировка шатунов приведена в табл. 8.
Коленчатый вал
 У коленчатых валов, поступающих на сборку, масляные каналы и грязеуловители должны быть тщательно очищены от шлама.
У коленчатых валов, поступающих на сборку, масляные каналы и грязеуловители должны быть тщательно очищены от шлама.
Шатунные и коренные шейки должны быть номинального или одного из ремонтных размеров, указанных в табл. 9.
При шлифовании шатунных шеек радиус кривошипа должен быть сохранен номинальным.
Для одноименных шеек разные ремонтные размеры не допускаются.
Овальность и конусность шеек коленчатого вала не должны превышать 0,01 мм.
Чистота поверхности шеек должна соответствовать 9-му классу.
Длина передней коренной шейки должна быть в пределах 30,45—30,90 мм. Длина шатунной шейки — 52,0—52,2 мм.
Радиусы галтелей шатунных шеек должны быть в пределах 1,2—2,0 мм, коренных — 1,2—2,5 мм.
При вращении вала, установленного в призмы на крайние коренные шейки, биение не должно превышать:
— для средних коренных шеек — 0,02 мм;
— для шейки под распределительную шестерню — 0,03 мм;
— > ступицу шкива вентилятора — 0,04 мм;
— > > задний сальник — 0,04мм;
— фланца по торцу — 0,04 мм.
Не параллельность осей шатунных и коренных шеек — не более 0,012 мм на длине каждой шейки.
Коренные и шатунные вкладыши
 Тонкостенные вкладыши подшипников коленчатого вала должны быть полностью взаимозаменяемы, и обеспечивать без подбора необходимые для нормальной работы двигателя посадки в сопряжениях подшипников.
Тонкостенные вкладыши подшипников коленчатого вала должны быть полностью взаимозаменяемы, и обеспечивать без подбора необходимые для нормальной работы двигателя посадки в сопряжениях подшипников.
Не допускается наличие трещин и откалывание антифрикционного слоя от стальной ленты у шатунных и коренных вкладышей.
Забоины и царапины на рабочей поверхности не допускаются.
На обратной стороне вкладыша допускаются царапины глубиной не более 0,1 мм в количестве не более трех.
Острые кромки и заусеницы на стыках вкладыша должны быть зачищены. Забоины, царапины и коррозия на плоскостях стыков вкладышей не допускаются. Зачистка стыков для выведения этих дефектов не допускается.Фиксирующий выступ вкладыша не должен иметь повреждений. Ремонт вкладышей перезаливкой антифрикционного слоя не допускается.Номинальный и ремонтные размеры вкладышей приведены в табл. 10.
Маховик
 Рабочая поверхность маховика должна быть гладкой, ее чистота после обработки должна соответствовать 9-му классу. Маховик должен подвергаться статической балансировке. Величина допустимого дисбаланса не должна превышать 35 гсм. При балансировке сверлить отверстие диаметром 11 мм на радиусе 156 мм на глубину 18 мм.Максимальное биение рабочей поверхности не должно превышать 0,1 мм.Размеры отверстий под болты крепления маховика не должны превышать 12,30 мм.
Рабочая поверхность маховика должна быть гладкой, ее чистота после обработки должна соответствовать 9-му классу. Маховик должен подвергаться статической балансировке. Величина допустимого дисбаланса не должна превышать 35 гсм. При балансировке сверлить отверстие диаметром 11 мм на радиусе 156 мм на глубину 18 мм.Максимальное биение рабочей поверхности не должно превышать 0,1 мм.Размеры отверстий под болты крепления маховика не должны превышать 12,30 мм.
Распределительный вал
Опорные шейки распределительного вала должны быть номинального или одного из ремонтных размеров, приведенных в табл. 11.
Овальность и конусность опорных шеек — не более 0,010 мм, Взаимное биение опорных шеек и шейки под шестерню — не более 0,020 мм.
Биение цилиндрической части кулачков относительно шеек — не более 0,05 мм.
Чистота обработки поверхности опорных шеек должна соответствовать классу 9-б.
При установке вала на крайних опорных шейках биение промежуточных шеек не должно превышать 0,05 мм.
Толкатели
 Толкатели по наружному диаметру должны быть номинального или одного из ремонтных размеров, приведенных в табл. 12.Овальность, конусность и огранка наружной поверхности толкателя — не более 0,007 мм.Твердость наружной сферической поверхности RC— 60.На поверхности толкателя не допускаются трещины, риски, черновины и прижоги.
Толкатели по наружному диаметру должны быть номинального или одного из ремонтных размеров, приведенных в табл. 12.Овальность, конусность и огранка наружной поверхности толкателя — не более 0,007 мм.Твердость наружной сферической поверхности RC— 60.На поверхности толкателя не допускаются трещины, риски, черновины и прижоги.
Головка цилиндров
 Головка цилиндров, поступающая на сборку, должна быть тщательно промыта, рубашка охлаждения должна быть очищена от накипи и грязи, масляные каналы — от шлама, а выпускные каналы — от нагара.
Головка цилиндров, поступающая на сборку, должна быть тщательно промыта, рубашка охлаждения должна быть очищена от накипи и грязи, масляные каналы — от шлама, а выпускные каналы — от нагара.
Запрессованные в головку блока направляющие втулки клапанов должны быть номинального или одного из ремонтных размеров и маркированы краской. Размеры втулок и их маркировка указаны в табл. 13.Расстояние от верхнего торца направляющей втулки до плоскости головки должно быть равно 24 мм.Седла впускных и выпускных клапанов должны быть шлифованы под 45° к оси направляющих втулок. Ширина рабочей фаски седла должна быть 1,5 ± 2,0 мм. Биение конических поверхностей всех седел клапана относительно осей отверстий направляющих втулок клапанов — не более 0,025 мм. Запрессованные в головку цилиндров направляющие втулки клапанов по наружному диаметру могут быть номинального размера или ремонтного (увеличенного на 0,25 мм).
Впускной и выпускной клапаны
 Диаметры стержней клапанов должны быть номинального или одного из ремонтных размеров, приведенных в табл. 14. Рабочая фаска головки клапана должна быть шлифована под углом 45° к оси стержня. Чистота рабочей поверхности фаски после шлифования должна соответствовать 8-му классу. Биение рабочей поверхности фаски относительно стержня клапана не более 0,03 мм.
Диаметры стержней клапанов должны быть номинального или одного из ремонтных размеров, приведенных в табл. 14. Рабочая фаска головки клапана должна быть шлифована под углом 45° к оси стержня. Чистота рабочей поверхности фаски после шлифования должна соответствовать 8-му классу. Биение рабочей поверхности фаски относительно стержня клапана не более 0,03 мм.
Впускная труба
У впускной трубы, поступающей на сборку, рубашка охлаждения должна быть очищена от грязи и накипи, а впускные каналы от нагара. Поверхности разъема с головками цилиндров должны быть плоскими — отклонение в пределах 0,1 мм не более.
Трубу нужно подвергнуть испытанию водой под давлением 3 – 4 кГ/см 2 .
Все детали, поступающие на сборку, должны быть очищены от грязи, нагара и накипи, обезжирены, промыты и высушены.
Масляные каналы и отверстия в деталях должны быть прочищены, промыты под давлением и продуты сжатым воздухом.
Не допускается промывка деталей из алюминиевых и цинковых сплавов в щелочных растворах, применяемых для мойки стальных и чугунных деталей, так как алюминий и цинк растворяются в щелочах.
Все агрегаты, а также детали разобранных агрегатов при ремонте могут быть обезличены, за исключением следующих деталей:
— блока цилиндров и крышек коренных подшипников;
— шатуна и крышки шатуна;
— шестерен главной передачи;
— крышек подшипников дифференциала и картера главной передачи;
— правой и левой коробок сателлитов дифференциала. Допускается комплектование главной передачи из годных работавших или новых шестерен при условии обязательной проверки их зацепления на специальном приспособлении.
Отколы на зубьях шестерен и выкрашивание рабочей поверхности зубьев не допускаются.
Блок цилиндров
Блок цилиндров и крышки коренных подшипников при разборке, контроле и сортировке не должны раскомплектовываться, так как они обработаны совместно и поэтому не взаимозаменяемы.
Блоки цилиндров, поступающие на сборку, должны быть тщательно очищены от грязи и накипи, а масляные каналы — от шлама и стружки.
Гнезда вкладышей коренных подшипников должны быть расточены до номинального размера, если их размер и несоосность превышают допустимую величину. Чистота расточенных гнезд должна соответствовать классу 6-б по ГОСТ 2789—51, а максимальная их несоосность не должна превышать 0,02 мм.
При контроле, а также при растачивании гнезд момент затяжки болтов крепления, крышек коренных подшипников должен быть 11—12 кГм.
На поверхности расточенных гнезд вкладышей следы черноты не допускаются.
Втулки распределительного вала, запрессованные в блок цилиндров, должны быть расточены до номинального или одного из ремонтных размеров, приведенных в табл. 1.
Чистота расточенных поверхностей должна соответствовать классу 7 по ГОСТ 2789—51, а несоосность втулок не должна превышать 0,025 мм.
Непараллельность осей коленчатого и распределительного валов не должна превышать 0,04 мм на всей длине, а расстояние между осями должно находиться в пределах 125,5 ± 0,025 мм.
Отклонение от перпендикулярности оси отверстий под гильзу цилиндра к оси коленчатого вала допускается в пределах 0,015 мм на длине 100 мм, а оси отверстий под толкатели к оси распределительного вала—не более 0,050 мм на длине 100 мм.
Чтобы обеспечить селективную сборку в новых блоках цилиндров, отверстия под толкатели рассортированы на две размерные группы.
Маркируют размерные группы маслостойкой краской на приливах под толкатели.
После обработки отверстий под толкатели ремонтных размеров их необходимо также сортировать на размерные группы. Маркировка размерных групп и ремонтные размеры отверстий под толкатели приведены в табл. 2.
Гильзы цилиндров
Гильзы цилиндров, устанавливаемые на один двигатель, должны быть номинального размера или расточены и хонингованы до одного общего для всех гильз ремонтного размера, указанных в табл. 3.
Овальность и конусность окончательно обработанных гильз не должна превышать 0,02 мм. Причем большее основание конуса должно быть в нижней части гильзы. Бочкообразность и корсетность не более 0,01 мм. Поверхность гильзы должна быть зеркально-блестящей без рисок и черноты, ее чистота должна соответствовать классу 9-а.
Чтобы обеспечить селективную сборку сопряжения гильза — поршень, на автомобильных заводах гильзы номинального размера сортируют на пять размерных групп. Размерные группы обозначают буквами русского алфавита, которые нанесены резиновой печаткой на шлифованной наружной поверхности гильз. С этой же целью гильзы, обработанные до ремонтного размера, также должны быть рассортированы на размерные группы.
Если овальность посадочной поверхности гильзы превышает допустимую величину 0,025 мм, то поверхность должна быть восстановлена осталиванием с последующей обработкой до номинального размера. При этом биение посадочной поверхности относительно внутренней поверхности гильзы не должно превышать 0,08 мм, а непараллельность осей, указанных поверхностей не должна превышать 0,02 мм на длине 100 мм.
Таб. 3 Размерные группы гильз номинального и
Автомобили ГАЗ-53 все еще распространены в нашей стране, поэтому для них выпускается много запчастей. Среди них и детали двигателей, в том числе поршни, гильзы, пальцы и другие, образующие поршневую группу. О поршневой группе, ее назначении, составе, типах и конструктивных особенностях — в этой статье.

Назначение, состав и роль поршневой группы в двигателе
Двигатель — это сложная система взаимосвязанных и взаимодействующих деталей, каждая из которых выполняет свои функции. Одну из ведущих ролей в работе мотора играет целый комплект деталей ? поршневая группа. Именно эта группа компонентов обеспечивает достижение двигателем его ключевых характеристик, а также выполняет ряд функций:
- Поршень, гильза и головка блока образую камеру сгорания, в которой как раз и происходят все основные термодинамические процессы ДВС;
- Поршень воспринимает и передает на коленчатый вал (через палец и шатун) силы, возникающие при сгорании топливно-воздушной смеси;
- Поршень вместе с поршневыми кольцами обеспечивает герметизацию камеры сгорания, предотвращая чрезмерную утечку газов в картер;
- Гильза обеспечивает герметизацию водяной рубашки двигателя, предотвращая попадание охлаждающей жидкости в цилиндр и обратный прорыв газов в рубашку охлаждения.
Обычно к поршневой группе относится четыре типа деталей: поршень, гильза, поршневой палец и два стопорных кольца. Также поршневая группа требует использования еще ряда деталей — поршневых колец (компрессионных и маслосъемных) и, если это предусмотрено конструкцией двигателя, уплотнительных колец под гильзы. Каждый поршень с гильзой, пальцем и стопорными кольцами образует один поршнекомплект (нередко сюда же включаются и кольца), число поршнекомплектов равно числу цилиндров двигателя.
Важно отметить, что детали поршневой в процессе эксплуатации подвергюется колоссальным тепловым (нагрев до 2000°C и более) и механическим нагрузкам. Поэтому к параметрам и качеству изготовления этой группы деталей предъявляются самые жесткие требования, для них используются высококачественные материалы, а в процессе производства применяются технологии по их упрочнению.
В настоящее время поршневые группы продаются в двух комплектациях — с гильзами и без. Комплектация зависит от конструкции двигателя и способа установки его гильз. В частности, на многих моторах легковых автомобилей (отечественные ВАЗ, большинство иномарок и другие) обычно гильзы впрессованы в блок и их замена связана с серьезными затратами сил, поэтому поршнекомплекты для них не имеют гильз. А на двигателях грузовиков, в том числе старых и новых ГАЗах, современных КАМАЗах, в двигателях ЯМЗ и многих других, используются гильзы ?мокрого? типа (они непосредственно омываются охлаждающей жидкостью), которые просто вставляются в блок и удерживаются головкой — для таких моторов поршнекомплекты поставляются с гильзами.
Типы и конструктивные особенности поршневых групп ГАЗ-53
На автомобилях ГАЗ-53 всех модификаций используется только две модели двигателя — бензиновые карбюраторные 8-цилиндровые V-образные ЗМЗ-53 и его более современная модификация ЗМЗ-511. Моторы ЗМЗ-53 (и его ?брат-близнец? ЗМЗ-66 для ГАЗ-66) выпускаются с начала 1960-х годов, а ЗМЗ-511 (вместе с другими моторами 500-й серии) стали производиться уже с конца 80-х годов. В настоящее время двигатели ЗМЗ-53 (и ЗМЗ-66) не выпускаются, но в производстве все еще находятся ЗМЗ-511, которые ставятся на грузовики ГАЗ-3307 и другие, и ЗМЗ-513 (ставились в том числе и на ГАЗ-66).
Двигатели ЗМЗ-53, 511 и 513 имеют объем 4,25 литра и мощность от 115 л.с. (ранние версии) до 125 л.с. (современные версии). Поршневые группы данных двигателей одинаковы и имеют идентичные параметры. Такая же поршневая используется в моторах ЗМЗ-502, ЗМЗ-672 и различных их модификациях. Поэтому одна модель поршневой может использоваться для ремонта двигателей старых автомобилей ГАЗ-53 и ГАЗ-66, более новых ГАЗ-3507, 3785, 3307, автобусов ПАЗ-672, ПАЗ-3205 и ряда других.
Несколько слов нужно сказать о каждой детали поршневой группы рассматриваемых двигателей.
Гильза. ?Мокрого? типа, изготавливается из с специального легированного чугуна методом центробежного литья, в нижней части переходит в тонкий стакан для плотной установки в блок, сверху расширяется для лучшего контакта с головкой. Гильза через специальную прокладку (медное кольцо) вставляется в блок и сверху прижимается (опять же через прокладку) головкой. Гильза непосредственно омывается охлаждающей жидкостью, поэтому герметичность верхней и нижней прокладок в данных моторах имеет первостепенное значение.
Поршень. Диаметром 92 мм, отливается из алюминиевого сплава АЛ-30 (современная маркировка АК12ММгН). В более поздних модификациях поршень получил терморегулирующую вставку из стали. В верхней части поршня предусмотрено три канавки — две под компрессионные кольца, и одну под маслосъемное кольцо. Внешняя поверхность поршня покрыта тонким слоем олова (а в более поздних модификациях специальными сплавами на основе олова), который обеспечивает более равномерную притирку и приработку.
Поршневой палец. Плавающего типа, пустотелый (трубчатый), изготавливается из конструкционной легированной (хромистой) стали марки 15Х и подвергается дополнительной обработке — цементации поверхности и высокочастотной закалке (на глубину до 1,5 мм). Палец удерживается в поршне на двух пружинистых стопорных кольцах.
Зачастую к поршневой группе относят и комплекты поршневых колец. В двигателях ЗМЗ-53, 511 и 513 используется три кольца — два компрессионных, устанавливаемых в верхней части поршня, и одно маслосъемное. Компрессионные кольца — цельные, чугунные, причем верхнее кольцо дополнительно хромирована. Маслосъемное кольцо — наборное, состоит из двух стальных колец, одного радиального и одного осевого расширителя.
Важно отметить, что все детали поршневой группы еще на заводе-изготовителе подбираются и подгоняются по параметрам (диаметрам, массе и т.д.), поэтому при установке комплекта важно их не перепутать. Однако возможна не полная замена всей группы, а только ремонт и замена отдельных деталей. Например, очень часто гильзы хонингуются, вследствие чего их внутренний диаметр увеличивается, в этом случае необходимо использовать поршни увеличенного ремонтного размера (всего их выпускается пять групп). Соответственно, на столько же групп разделены поршневые кольца. На четыре группы по размерам разделены и поршневые пальцы, что тоже необходимо учитывает при ремонте.

Вопросы ТО, ремонта и замена поршневой группы
В процессе эксплуатации двигателя поршневая группа подвергается колоссальным нагрузкам, вследствие этого подвержена износу и нуждается в регулярном ремонте. О том, что поршневая требует осмотра и обслуживания, могут свидетельствовать целый ряд признаков, самые явные из них — значительный угар масла, падение мощности силового агрегата, повышение дымности и токсичности выхлопа, затрудненный запуск двигателя и другие. Наконец, чрезмерный износ некоторых деталей (например — пальцев и поршневых колец) проявляется определенными ритмичными и неритмичными стуками.
Все это может возникать из-за износа, деформации или даже разрушения деталей поршневой. Наиболее часто можно столкнуться с закоксовкой и поломкой поршневых колец, износом поршневых пальцев, износ канавок под поршневые кольца, износ юбки поршня, возникновение на юбке поршня задиров. Износу подвержена также и гильза, на ее зеркале могут возникать задиры и различные повреждения.
Наиболее просто решается проблема с кольцами — они снимаются и заменяются на новые. Однако если разбиты канавки под кольца, то менять придется весь поршень, новые поршни ставить придется при их чрезмерной износе, появлении задиров и деформаций. Если проблема в поршневом пальце, то на его место может быть установлен палец большего ремонтного размера (при этом отверстие под палец в поршне растачивается). А в случае хонингования гильз придется менять все поршни, при этом нужно использовать поршни соответствующего ремонтного размера. Наконец, наиболее сложные проблемы, когда замена поршней или расточка гильз уже невозможны, решаются полной заменой поршневой группы.
Независимо от типа ремонта, необходим соблюдать ряд требований. В частности, все поршни и пальцы устанавливаются в определенном положении — по цветным меткам, по стрелкам и надписям ?ПЕРЕД?. Только так будет достигнута правильная балансировка поршневой группы и нормальная работа двигателя. А после установки новой поршневой двигатель обязательно должен пройти обкатку, порядок которой четко прописан производителем.
Для нормальной работы поршневой группы необходимо использовать качественные и рекомендуемые производителем смазочные материалы, охлаждающую жидкость и другие технические жидкости. Также необходимо соблюдать простейшие правила эксплуатации силового агрегата — правильно запускать и прогревать, не подвергать перегрузкам и т.д. Только в этом случае поршневая группа и весь мотор будут работать в оптимальном режиме, обеспечивая требуемые характеристики на протяжении многих лет.
Основные размеры и условия для сборки двигателя ГАЗ-66, ГАЗ-53
Страница 1 из 3
Все детали, поступающие на сборку, должны быть очищены от грязи, нагара и накипи, обезжирены, промыты и высушены.
Масляные каналы и отверстия в деталях должны быть прочищены, промыты под давлением и продуты сжатым воздухом.
Не допускается промывка деталей из алюминиевых и цинковых сплавов в щелочных растворах, применяемых для мойки стальных и чугунных деталей, так как алюминий и цинк растворяются в щелочах.
Все агрегаты, а также детали разобранных агрегатов при ремонте могут быть обезличены, за исключением следующих деталей:
— блока цилиндров и крышек коренных подшипников;
— шатуна и крышки шатуна;
— шестерен главной передачи;
— крышек подшипников дифференциала и картера главной передачи;
— правой и левой коробок сателлитов дифференциала. Допускается комплектование главной передачи из годных работавших или новых шестерен при условии обязательной проверки их зацепления на специальном приспособлении.
Отколы на зубьях шестерен и выкрашивание рабочей поверхности зубьев не допускаются.
Блок цилиндров
Блок цилиндров и крышки коренных подшипников при разборке, контроле и сортировке не должны раскомплектовываться, так как они обработаны совместно и поэтому не взаимозаменяемы.
Блоки цилиндров, поступающие на сборку, должны быть тщательно очищены от грязи и накипи, а масляные каналы — от шлама и стружки.
Гнезда вкладышей коренных подшипников должны быть расточены до номинального размера, если их размер и несоосность превышают допустимую величину. Чистота расточенных гнезд должна соответствовать классу 6-б по ГОСТ 2789—51, а максимальная их несоосность не должна превышать 0,02 мм.
При контроле, а также при растачивании гнезд момент затяжки болтов крепления, крышек коренных подшипников должен быть 11—12 кГм.
На поверхности расточенных гнезд вкладышей следы черноты не допускаются.
Втулки распределительного вала, запрессованные в блок цилиндров, должны быть расточены до номинального или одного из ремонтных размеров, приведенных в табл. 1.
Чистота расточенных поверхностей должна соответствовать классу 7 по ГОСТ 2789—51, а несоосность втулок не должна превышать 0,025 мм.
Непараллельность осей коленчатого и распределительного валов не должна превышать 0,04 мм на всей длине, а расстояние между осями должно находиться в пределах 125,5 ± 0,025 мм.
Отклонение от перпендикулярности оси отверстий под гильзу цилиндра к оси коленчатого вала допускается в пределах 0,015 мм на длине 100 мм, а оси отверстий под толкатели к оси распределительного вала—не более 0,050 мм на длине 100 мм.
Чтобы обеспечить селективную сборку в новых блоках цилиндров, отверстия под толкатели рассортированы на две размерные группы.
Маркируют размерные группы маслостойкой краской на приливах под толкатели.
После обработки отверстий под толкатели ремонтных размеров их необходимо также сортировать на размерные группы. Маркировка размерных групп и ремонтные размеры отверстий под толкатели приведены в табл. 2.
Гильзы цилиндров
Гильзы цилиндров, устанавливаемые на один двигатель, должны быть номинального размера или расточены и хонингованы до одного общего для всех гильз ремонтного размера, указанных в табл. 3.
Овальность и конусность окончательно обработанных гильз не должна превышать 0,02 мм. Причем большее основание конуса должно быть в нижней части гильзы. Бочкообразность и корсетность не более 0,01 мм. Поверхность гильзы должна быть зеркально-блестящей без рисок и черноты, ее чистота должна соответствовать классу 9-а.
Чтобы обеспечить селективную сборку сопряжения гильза — поршень, на автомобильных заводах гильзы номинального размера сортируют на пять размерных групп. Размерные группы обозначают буквами русского алфавита, которые нанесены резиновой печаткой на шлифованной наружной поверхности гильз. С этой же целью гильзы, обработанные до ремонтного размера, также должны быть рассортированы на размерные группы.
Если овальность посадочной поверхности гильзы превышает допустимую величину 0,025 мм, то поверхность должна быть восстановлена осталиванием с последующей обработкой до номинального размера. При этом биение посадочной поверхности относительно внутренней поверхности гильзы не должно превышать 0,08 мм, а непараллельность осей, указанных поверхностей не должна превышать 0,02 мм на длине 100 мм.
|
Таб. 3 Размерные группы гильз номинального и ремонтного размеров и их обозначения |
|||
|
Наименование |
Увеличение диаметра гильзы, мм |
Обозначение группы |
Диаметр гильз, мм |
|
Номинальный |
— |
А |
92,0+0,012 |
|
Б |
92,0+0,024 |
||
|
В |
92,0+0,036 |
||
|
Г |
92,0+0,048 |
||
|
Д |
92,0+0,060 |
||
|
1-й ремонтный |
0,5 |
1А |
92,5+0,012 |
|
1Б |
92,5+0,024 |
||
|
1В |
92,5+0,036 |
||
|
1Г |
92,5+0,048 |
||
|
1Д |
92,5+0,060 |
||
|
2-й ремонт |
1,0 |
2А |
93,0+0.012 |
|
2Б |
93,0+0.024 |
||
|
2В |
93,0+0.036 |
||
|
2Г |
93,0+0.048 |
||
|
2Д |
93,0+0,060 |
||
|
3-й ремонт |
1,5 |
3А |
9З,5-0,012 |
|
3Б |
9З,5+0,012 |
||
|
3В |
9З,5+0,024 |
||
|
3Г |
9З,5+0,036 |
||
|
3Д |
9З,5+0,048 |
||
|
Таб. 2 Размерные группы отверстий под толкатели номинального и ремонтных размеров |
||||
|
Наименование |
Увеличение диаметра отверстия, мм |
группа |
Цвет маркировки группы |
Диаметр отверстия, мм |
|
Номинальный |
— |
I |
Желтый |
25,0+0,011 |
|
II |
Голубой |
25,0+0,023 |
||
|
1-й ремонтный |
0,10 |
I |
Белый |
25,1+0,011 |
|
II |
Зеленый |
25,1+0,023 |
||
|
2-й ремонтный |
0,20 |
I |
Черный |
25,2+0,011 |
|
II |
Красный |
25,2+0,023 |
||
|
Таб. 1 Номинальный и ремонтные размеры отверстий во втулках распределительного вала |
||
|
Наименование размера |
Уменьшение диаметра, мм |
диаметр отверстия во втулке, мм |
|
Номинальный |
— |
50,0+0,05 |
|
1-й ремонтный |
0,25 |
49,75+0,05 |
|
2-й ремонтный |
0,5 |
49,5+0,05 |
Поршни и поршневые пальцы
|
Таб. 4 Размерные группы поршней номинального и ремонтного размеров и их обозначения |
|||
|
Наименование |
Увеличение диаметра гильзы, мм |
Обозначение группы |
Диаметр гильз, мм |
|
Номинальный |
— |
А |
92,0-0,012 |
|
Б |
92,0+0,012 |
||
|
В |
92,0+0,024 |
||
|
Г |
92,0+0,036 |
||
|
Д |
92,0+0,048 |
||
|
1-й ремонтный |
0,5 |
1А |
92,5-0,012 |
|
1Б |
92,5+0,012 |
||
|
1В |
92,5+0,024 |
||
|
1Г |
92,5+0,036 |
||
|
1Д |
92,5+0,048 |
||
|
2-й ремонт |
1,0 |
2А |
93,0-0.012 |
|
2Б |
93,0+0.012 |
||
|
2В |
93,0+0.024 |
||
|
2Г |
93,0+0.036 |
||
|
2Д |
93,0+0,048 |
||
|
3-й ремонт |
1,5 |
3А |
9З,5-0,012 |
|
3Б |
9З,5+0,012 |
||
|
3В |
9З,5+0,024 |
||
|
3Г |
9З,5+0,036 |
||
|
3Д |
9З,5+0,048 |
||
Детали поршневой группы на ГАЗ-53
Поршневая группа на ГАЗ-53 представляет собой набор деталей, которые напрямую обеспечивают движение автомобиля, передавая энергию сгораемой топливной смеси в коленвал. Для эффективного функционирования мотора работа этих элементов должна быть взаимосвязанной.

Так выглядит поршневая группа ГАЗ 53
Чрезмерный износ какой-либо составляющей поршневой группы неизбежно приводит к нестабильному функционированию силового агрегата, а также всего автомобиля в целом. Использование качественного топлива и расходных материалов, а также регулярное обслуживание двигателя позволит продлить срок его эксплуатации в оптимальном режиме.
Вернуться к оглавлениюСостав поршневой группы
Говоря об этой части автомобиля, принято понимать комплект деталей, в который входят следующие позиции:
- Поршень. Визуально напоминает стакан, производится из сплавов алюминиевого состава, который применяется с целью облегчения массы самой детали, а также из-за прочности самого сплава. Он состоит из следующих элементов:

Внешний вид поршня газ 53
- Поршневой головки, в том числе днища со слоем уплотнения, в котором выполнены проточки для установки в них колец (в ГАЗ-53 оно плоское). Совместно с ГБЦ днище образует камеру сгорания автомобиля.
- Поршневой юбки, имеющей конусную форму с овальным сечением. На ее внутренней стороне расположены ребра охлаждения, а также приливы в форме выступа с люверсом для установки пальца. Прорези на одной из ее поверхностей предотвращают заклинивание хода поршня при его нагревании. На ГАЗ-53 / ГАЗ-52 пальцевое отверстие выполнено со смещением оси на 1,6 мм в правую сторону по ходу автомобиля относительно плоскости диаметра.
- Поверхность, которая непосредственно взаимодействует с поверхностью блока с установленной гильзой. Улучшение скольжения достигается посредством нанесения оловянного слоя.
- Гильза. Материалом для ее изготовления является легированный чугун; последние технологии предусматривают поверхностное напыление металлокерамическим составом, обеспечивающим повышенную гладкость поверхности. Гильза вставляется в основной блок и относится к неподвижным частям. Для уплотнения нижней ее части используются медные кольца, а верхняя часть соприкасается непосредственно с прокладкой ГБЦ.

- Палец. Выполнен в виде толстостенной трубки из высокопрочной легированной закаленной стали, для придания дополнительной прочности применяется также дополнительная технология цементации с последующей шлифовкой до идеально гладкого состояния. В ГАЗ-53 устанавливаются пальцы плавающего типа, которые имеют свободный поворотный ход в отверстии поршня, а перемещение по оси ограничивается стопорами.

Палец поршневой группы ГАЗ 53
- Кольца. Изготовлены из чугунного или стального материала и устанавливаются непосредственно в проточки поршня, для этого они оборудованы замком в виде разреза. Эти элементы разделяются на два вида:

- Компрессионные кольца. Основная их функция состоит в уплотнении поршня в гильзе, а также предотвращении утечки газов через зазор между гильзой и юбкой. Верхняя их поверхность подвергается хромированию по специальной технологии для повышения их прочности, а на внешней и внутренней частях выполнены технологические горизонтальные пропилы.
- Кольца маслосъемного назначения. Предназначены для удаления остатков масла со стенок гильзы, препятствуя его попаданию в пространство камеры сгорания, а также обеспечивают дополнительное уплотнение. Они имеют сложную конструкцию и состоят из двух стальных дисковых пластин кольцевого типа, а также из двух расширительных деталей, что обеспечивает их хорошую прирабатываемость. Для обеспечения прохода масла кольцевые детали снабжаются сквозными нарезками.
Функции поршневой группы
Как основная часть силового агрегата ГАЗ-53 эти элементы выполняют следующие функциональные задачи:
- Формируют камеру сгорания, в которой проходит преобразование топливно-воздушной смеси в энергию.
- Служат передаточным механизмом для поступления энергии от сгорания на коленчатый вал.
- Препятствуют поступлению отработанных газов в картерный отсек, а также в охлаждающую рубашку.
- Исключают попадание охлаждающей жидкости в камеру сгорания.
Основные характеристики мотора, его мощность и динамика напрямую зависят от взаимосвязанного сочетания характеристик каждого из элементов группы поршней в отдельности.
Вернуться к оглавлениюПризнаки неисправностей поршневой группы
Поскольку работа этой части двигателя связана с постоянным возвратно-поступательным движением в условиях повышенных температур, то рано или поздно происходит износ деталей. И чем раньше будет проведена общая диагностика, тем больше вероятность, что последующий ремонт будет носить минимальный профилактический характер.

Ремонт поршневой группы
О наличии неисправностей в группе поршней могут говорить следующие визуальные признаки:
- Увеличился расход масла, заливаемого в мотор.
- Появились проблемы при запуске автомобиля.
- Мотор потерял свою мощность.
- Наблюдаются более черные выхлопные газы.
- Появились хлопки при работе силового агрегата.
- Слышны дополнительные стуки из моторного модуля.
- Увеличился расход топлива.
При обнаружении данных признаков необходимо выполнить более глубокую диагностику мотора:
- Проведение замера компрессии в каждом из рабочих цилиндров.

Замер компрессии давления сжатия в цилиндре
Компрессией называют показатель давления в камере сгорания, который обеспечивает оптимальную работу двигателя. То есть количество поступившего воздуха при опускании поршня и количество поступившего топлива в камеру сгорания при его движении вверх в момент подачи искры находится в сбалансированном соотношении. Топливная смесь сгорает без остатка с минимальным количеством отработанных газов.
Замер компрессии выполняют по определенной технологии с применением компрессометра. Для цилиндров двигателя ГАЗ-53 нормальной рабочей компрессией являются показатели, находящиеся в пределах 6,5–7,5 кгс/кв. см. Снижение данного показателя говорит о нарушении параметров герметичности камеры сгорания.

Дополнительно для более точной диагностики состояния поршневых колец в цилиндр с пониженной компрессией через свечное отверстие добавляют масло в количестве 20–30 грамм и производят повторный замер компрессии. Если ее показатель повысится, то с уверенностью можно говорить о необходимой замене колец поршня.
Пониженные показатели компрессии для бензинового двигателя полностью не диагностируют состояние группы поршней: это может быть как прогорание колец, так и следствие износа прокладки под головкой блока, а также износом клапанов. Однако очевидно то, что двигатель подлежит незамедлительному вскрытию для проведения дополнительного осмотра и ремонта.
- Диагностика шумовых эффектов.
Данный способ может применяться для дополнительной оценки состояния поршневой группы без вскрытия двигателя. Посторонние стуки в моторе можно определить посредством его прослушивания стетоскопом.
Выполняется процедура на холостом ходу прогретого двигателя при оборотах от 1200 до 2500 об/мин. Работа исправного агрегата будет равномерной, без яркого проявления какого-либо отдельного звука. В случае нарушения работы, в частности, поршневой группы, стук пальцев будет ярко проявленным.

Для применения этого метода необходим опыт проведения таких исследований, позволяющий по отклонениям звуковых характеристик диагностировать и локализовать неисправность двигателя.
Вернуться к оглавлениюВозможные неисправности поршней и их устранение
Для осмотра деталей группы поршней после вскрытия и разбора необходимо, прежде всего, произвести тщательную очистку всех составляющих элементов. Эта процедура выполняется как с применением жидких растворителей, в частности, керосина, так и механическими способами, исключающими излишние повреждения самих деталей.
Наиболее распространенными неисправностями в этой части двигателя ГАЗ-53 являются следующие:
Эту неисправность можно назвать периодической, поскольку кольца поршней вполне можно отнести к расходным материалам с ограниченным ресурсом эксплуатации. В первую очередь это касается маслосъемных колец, которые требуют периодической замены. Показателем их изношенности является увеличенный расход масла.
Нормальным показателем считает расход 0,4 кг на 100 км пробега или 1,8 кг на 100 литров топлива. Отклонения от этих показателей свидетельствуют о необходимости ремонта мотора.

Изношенные кольца
Компрессионные поршневые кольца также требуют периодической замены в связи с их прогаром, нарушением упругости и деформацией. Одной из причин их повышенного износа являются частые перегревы мотора, а также недостаточное количество масла в системе.
Неисправные кольца необходимо заменить новыми.
Своевременный контроль и замена колец на поршнях позволит продлить срок службы остальных, более дорогостоящих деталей этой группы двигателя.
- Износ пальцев
Об их повышенной выработке свидетельствует появление характерного стука из мотора при увеличении оборотов двигателя. На состояние пальцев влияет использование некачественного топлива, а также общий износ поршня в части увеличения отверстия под установку пальца.

Изношенный палец поршневых колец
В зависимости от ситуации либо производится замена самого пальца, либо вопрос
решается в комплексе восстановления работы поршневой группы в целом.
- Выработка поршня
Износ самого поршня, как правило, выражается в появлении выработки в канавках для установки колец. В этом случае замена самого кольца не обеспечит требуемой герметичности от протечек масла, поэтому замене подлежит деталь целиком.
Еще одной из типичных неисправностей этой детали является выработка установочного отверстия под палец. В этом случае необходимо выполнить замену пальца на деталь ремонтного типа с увеличенным диаметром и произвести расточку отверстия под новый палец.

Отработанный поршень
Поршни также подлежат замене в случае необходимости расточки гильз, а также при явных задирах и деформации его самого.
- Деформация гильз.
При интенсивной эксплуатации двигателя неизбежно происходит деформация гильз, что отрицательно сказывается на показателях мощности мотора. Допустимый уровень отклонений при деформации составляет 0,3 мм.

Больший показатель свидетельствует о необходимости ремонта гильзы путем ее расточки или хонинговки. Максимальное число возможных ремонтов равняется трем, после чего требуется ее замена.
Вернуться к оглавлениюПрофилактика двигателя ГАЗ-53
Чтобы обеспечить стабильную и долговременную работу группы поршней в автомобиле ГАЗ-53, необходимо внимательно относиться к проведению мероприятий по обслуживанию и эксплуатации всего двигателя, в том числе:
- Контролю уровня масла и его своевременной замене не реже чем на 6000 пробега для минерального масла.
- Регулярной подтяжке ГБЦ с диагностикой целостности прокладки соединения основного блока с головкой цилиндров.
- Отслеживанию количества охлаждающей жидкости, исключению перегрева мотора.
- Регулярному прогреву двигателя до рабочей температуры перед началом движения.

- Проведению незамедлительных ремонтов при выявлении признаков отклонения от нормы в части потребления автомобилем масла или охлаждающей жидкости.
- Использованию топлива удовлетворительного качества, своевременной замене фильтров очистки.
При соблюдении этих простых правил группа поршней не будет подвергаться чрезмерному преждевременному износу.
Таким образом, поршневая группа ГАЗ-53 как основная часть силового агрегата требует правильной эксплуатации и своевременного устранения неисправностей текущего характера. Профилактические мероприятия и плановые замены, обусловленные регламентом обслуживания, обеспечат долгую службу всех ее составляющих.
Газ 53 диаметр поршня
Поршневая группа ГАЗ-53
Поршневая группа на ГАЗ-53 представляет собой набор деталей, которые напрямую обеспечивают движение автомобиля, передавая энергию сгораемой топливной смеси в коленвал. Для эффективного функционирования мотора работа этих элементов должна быть взаимосвязанной.
Так выглядит поршневая группа ГАЗ 53
Чрезмерный износ какой-либо составляющей поршневой группы неизбежно приводит к нестабильному функционированию силового агрегата, а также всего автомобиля в целом. Использование качественного топлива и расходных материалов, а также регулярное обслуживание двигателя позволит продлить срок его эксплуатации в оптимальном режиме.
Вернуться к оглавлениюСостав поршневой группы
Говоря об этой части автомобиля, принято понимать комплект деталей, в который входят следующие позиции:
- Поршень. Визуально напоминает стакан, производится из сплавов алюминиевого состава, который применяется с целью облегчения массы самой детали, а также из-за прочности самого сплава. Он состоит из следующих элементов:
Внешний вид поршня газ 53
- Поршневой головки, в том числе днища со слоем уплотнения, в котором выполнены проточки для установки в них колец (в ГАЗ-53 оно плоское). Совместно с ГБЦ днище образует камеру сгорания автомобиля.
- Поршневой юбки, имеющей конусную форму с овальным сечением. На ее внутренней стороне расположены ребра охлаждения, а также приливы в форме выступа с люверсом для установки пальца. Прорези на одной из ее поверхностей предотвращают заклинивание хода поршня при его нагревании. На ГАЗ-53 / ГАЗ-52 пальцевое отверстие выполнено со смещением оси на 1,6 мм в правую сторону по ходу автомобиля относительно плоскости диаметра.
- Поверхность, которая непосредственно взаимодействует с поверхностью блока с установленной гильзой. Улучшение скольжения достигается посредством нанесения оловянного слоя.
- Гильза. Материалом для ее изготовления является легированный чугун; последние технологии предусматривают поверхностное напыление металлокерамическим составом, обеспечивающим повышенную гладкость поверхности. Гильза вставляется в основной блок и относится к неподвижным частям. Для уплотнения нижней ее части используются медные кольца, а верхняя часть соприкасается непосредственно с прокладкой ГБЦ.
- Палец. Выполнен в виде толстостенной трубки из высокопрочной легированной закаленной стали, для придания дополнительной прочности применяется также дополнительная технология цементации с последующей ш
Совпадение по номеру | ||||||
| Змз | 53100010504 | Группа поршневая ГАЗ-53,3307/d=92,0/гильза+поршень+пальц.+кольца/8шт/Завод Автотехнологий/ | ||||
| Китай | 53100010504 | Поршневая гр. ГАЗ 53 с п/к (на 4 цил.) (92.0) ЗМЗ-53,511,513,672 Автомагнат | ||||
| Мотордеталь | 53100010504 | Г/порш. Маш/к-т ЗМЗ-511,513 (4шт.)(Кострома) палец+ст.кольца+упл.кольца+поршн.кольца /53-1000105-04/ | ||||
| Грузовики | 53100010504 | 151325 Группа поршневая ГАЗ-53 на дв.(8шт.) (гильза,поршень,п/п,ст./кол.,п/кол.) BE МОТОРДЕТАЛЬ 53-1 | ||||
| Газ | 53100010504 | Группа поршневая ГАЗ-53 на дв.(8шт.) (гильза,поршень,п/п,ст./кол.,п/кол.) BE (не произв.)МОТОРДЕТАЛЬ | ||||
| Россия | 53100010504 | А/з_Группа поршневая ГАЗ-53 на дв.(8шт.) (гильза,поршень,пор.палец,ст.кол.,пор.кол.) ЭКСПЕРТ МОТОРДЕ | ||||
| Автодизель ЯМЗ | 53100010504 | ЦПГ спецкомплект ЗМЗ-53,511,513,672,502 БЕЗ КОЛЕЦ | ||||
| Разное | 53100010504 | Моторокомплект ЗМЗ-511 «Black Edition» 4 цилиндра ( гильза,кольца поршн.,поршни,пальцы,ст.кольца) Мо | ||||
| Автомагнат | 53100010504 | Поршневая группа 92,0 511,513дв(поршень (MolykoteD10),п/палец,стоп/кольца(на 8 цилиндров) Автомагнат | ||||
| КМЗ | 53100010504 | Гильза,поршень,палец, поршневые и стопорные кольца (ООО КМЗ) на 4цил.дв.ЗМЗ-53,511,513,672,502 | ||||
| Автодеталь | 53100010504 | Моторокомплект ГАЗ 53 «Грузовичок» на 4 цилиндра Спецкомплект КМЗ | ||||
2.4.1. ГАЗ. Эксплуатация, обслуживание и ремонт автомобилей ГАЗ-53А и ГАЗ-66. Определение технического состояния и ремонт отдельных деталей и узлов двигателя. Кривошипно-шатунный механизм — «ВАЖНО ВСЕМ»
Все поверхности трения в блоке цилиндров, кроме направляющих толкателей, снабжены легкосъёмными сменными втулками (гильзы цилиндров, вкладыши коренных подшипников, втулки подшипников распределительного вала). Такая конструкция делает блок практически неизнашиваемым.
Гильзы цилиндров мокрые, непосредственно омываемые водой. Для увеличения коррозийной стойкости гильзы в верхней части её запрессована малая гильза, изготовленная из кислотоупорного легированного чугуна, наружная поверхность гильзы покрыта кадмием.
В результате естественного износа поверхность зеркала гильзы приобретает по длине форму неправильного конуса, а по окружности — форму овала. Наибольшей величины износ достигает в верхней части гильзы, против верхнего компрессионного кольца; наименьший — в нижней части.
Износ гильзы 0,3 мм является предельно допустимым.
Для обеспечения нормального зазора между гильзой и поршнем последний подбирают к гильзам индивидуально.
Все гильзы одного блока цилиндров должны иметь размер в пределах одной размерной группы. Максимальная овальность и конусность гильзы допускаются не более 0,02 мм.
Гильзы после третьего ремонтного размера (табл. 3) должны быть заменены новыми, номинального размера.
| Наименование размера | Увеличение размера | Диаметр гильзы |
| Номинальный | 0,0 | 92,00 |
| 1-ый ремонтный | 0,5 | 92,50 |
| 2-ой ремонтный | 1.0 | 93,00 |
| 3-ий ремонтный | 1,5 | 93,50 |
Направляющие толкателей. Замена толкателей клапанов вызывается увеличением зазоров между толкателем и его направляющей в блоке цилиндров в результате износа. Допустимый предельный размер направляющих не должен превышать 25,05мм.
В запасные части выпускают толкатели только номинального размера. Поэтому при износе направляющих в блок цилиндров необходимо вставить ремонтные втулки.
Ремонтные втулки изготовляют из алюминиевого сплава АЛ4 с термической обработкой: нагрев до температуры 175±5°С, выдержка 5—15ч на охлаждение на воздухе. Размеры втулок: наружный диаметр 30+0,125-0,100 мм; внутренний диаметр (с припуском под развертку после запрессовки в блок) 24,5+0,1 мм, длина втулки 41 мм. 0тверстие в блоке под запрессовку втулки раззенковать, а затем развернуть до диаметра 30+0,03 мм. Перед запрессовкой втулок блок цилиндров нагреть до температуры 90—100°С. После запрессовки втулки развернуть до диаметра 23+0,023 мм,
Втулки распределительного вала поступают в запасные части полуобработанными. Кроме развертки или расточки внутреннего диаметра они не требуют никакой обработки.
При запрессовке втулок надо строго следить за совпадением отверстий в них с соответствующими масляными каналами в блоке цилиндров.
0кончательно внутренний диаметр втулок растачивают или развертывают после запрессовки в блок цилиндров. Чтобы обеспечить соосность втулок, их следует обрабатывать одновременно при помощи длинной и достаточно жёсткой борштанги с насаженными на неё по числу опор резцами или развёртками.
Борштангу устанавливают с базировкой на отверстия для вкладышей коренных подшипников. При этом непараллельность осей распределительного и коленчатого валов должна быть не более 0,05мм на всей длине блока цилиндров, а расстояние между указанными осями 125±0,025 мм. Чтобы обеспечить надлежащими зазорами подшипники распределительного вала, все отверстия обрабатывать с допуском 0,025 — 0,050 мм от номинального диаметра распределительного вала.
Поверхность обработанных втулок должна быть чистой и гладкой.
Головки цилиндров. На двигателе устанавливают две головки цилиндров. Каждая головка центрируется двумя фиксирующими втулками-штифтами, запрессованными в блок цилиндров.
В головках цилиндров запрессованы направляющие втулки и сёдла клапанов.
Втулки клапанов — металло-керамические. Внутренний диаметр втулки впускного клапана 9+0,022 мм, а выпускного 11+0,022 мм.
Допустимый износ отверстия направляющих втулок клапанов не должен превышать 0,05 мм. При большем увеличении внутреннего диаметра втулки её следует заменить,
Для запасных частей клапаны выпускают стандартного размера, а втулки — с внутренним диаметром, уменьшенным на 0,3 мм, т. е. с припуском под развёртывание после запрессовки в головку цилиндров.
Изношенную втулку выпрессовывают при помощи выколотки. Новую втулку запрессовывают при помощи упорной оправки со стороны коромысел. Втулка над плоскостью под пружину клапана должна выступать не более чем на 22 мм. После запрессовки отверстие втулки клапана развертывают до соответствующего стандартного размера.
Седла клапанов изготовлены из чугуна. Мелкие дефекты рабочей поверхности седла можно устранить в процессе притирки клапана к седлу, а глубокие риски и другие большие дефекты — шлифованием седла с последующей притиркой клапана к седлу. Плотность посадки клапана в седле зависит также от концентричности рабочей фаски седла и отверстия направляющей втулки. Концентричность седла замеряют индикаторным приспособлением (рис. 19). Базой является отверстие направляющей втулки клапана, а ножка индикатора скользит по рабочей поверхности седла. Неконцентричность, допустимая без ремонта, не должна превышать 0,06 мм.
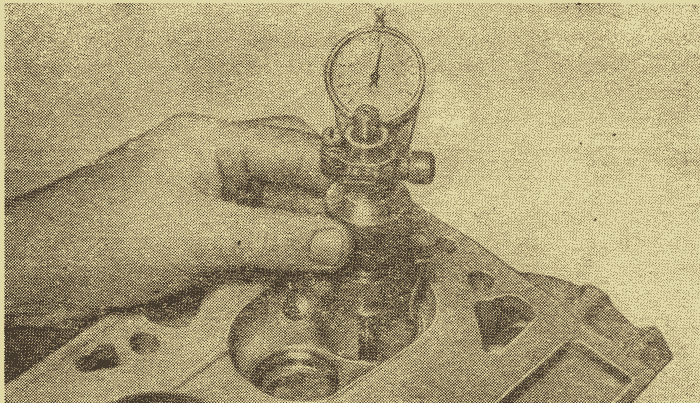
Рис.19. Замер концентричности седла и отверстия втулки клапана
При замене седла клапанов удаляют при помощи твердосплавных зенкеров.
Перед установкой седла ремонтного размера его гнездо в головке цилиндров растачивают до размеров: для седла впускного клапана 49,25+0,027 мм и выпускного — 38,75+0,027 мм.
Перед запрессовкой в головку цилиндров седла и направляющие втулки клапанов охлаждают в твердой двуокиси углерода (сухом льде), а головку цилиндров нагревают до 160—175°С. Холодные седла и втулки при сборке должны входить в гнезда нагретой головки цилиндров свободно или с небольшим усилием. Под лёгкими ударами молотка по оправке седло и втулка клапана должны сесть на место. Ни в коем случае нельзя заколачивагь седло или втулку с большим усилием, так как при этом нарушается посадка, и в дальнейшем при работе двигателя седло или втулка могут выпасть из своего гнезда. Операцию по установке седел и втулок в головку цилиндров необходимо выполнять быстро. При выравнивании температур в этом соединении появляются большие натяги, при которых дальнейшая запрессовка невозможна без больших усилий.
Рабочие фаски вновь установленных седел прошлифовать концентрично отверстиям в направляющих втулках клапанов. Для этого используют специальное приспособление. Разжимную оправку устанавливают в обработанное отверстие втулки, и хвостовик оправки служит осью для шлифовального круга (привод от электродвигателя) с фаской под углом 45°. При шлифовке должна быть обеспечена концентричность рабочей фаски седла и отверстия втулки клапана 0,03 мм (по индикатору).
После шлифования седла к нему притирают клапан.
Поршни изготовлены из высококремнистого алюминиевого сплава. Для лучшей приработки они покрыты тонким слоем олова.
Для обеспечения индивидуального подбора поршней по цилиндрам каждый из ремонтных размеров делится на размерные группы.
Поверхность юбки поршня должна быть гладкой, без забоин и рисок, Поршни по весу изготавливают с точностью ±2 г, поэтому их по весу не маркируют и не подбирают.
Некруглость отверстий в поршне под палец допускается не более 0,0025 мм.
Предельный зазор в соединении палец-поршень должен быть не более 0,1 мм.
Замена поршней вызывается увеличением зазора между поршнем и гильзой цилиндра. Увеличение зазора происходит в основном из-за износа стенки цилиндра. Износ юбки поршня бывает обычно незначительным. В поршне с увеличенными отверстиями ставят поршневые пальцы ремонтного размера с предварительной развёрткой отверстий под ремонтный размер. Для обеспечения необходимой посадки отверстие в поршне обрабатывать с допуском — 0,005 — 0,010 мм от соответствующего размера. При этом следует иметь в виду, что несоосность этих отверсгий не должна быть более 0,05 мм на длине 100 мм, неперпендикулярность оси поршня также не более 0,05 мм на длине 100 мм.
Для получения необходимой точности отверстия развертывают последовательно. Развертывая одно отверстие, необходимо базироваться на другое и наоборот.
Основным параметром, определяющим необходимость замены поршней, является износ торцов канавок под поршневые кольца.
При большом износе поршневых канавок замена одних колец не дает положительного результата. Поэтому при зазорах между торцом кольца и канавкой в поршне выше 0,15 мм необходимо заменять и кольца, и поршни.
Поршни заменяют с подбором их при помощи ленты-щупа по гильзам, в которых они будут работать.
Ленту-щуп закладывают между гильзой и поршнем со стороны, противоположной прорези на юбке поршня, по всей его длине. Усилие протягивания ленты-щупа 3 — 4 кГ для новых гильз и поршней и 2 — 3 кГ для гильз и поршней, бывших в употреблении. Подбирают поршни без поршневых пальцев при +20°С. Если температура выше или ниже +20°С, то усилие протягивания ленты должно быть ближе к верхнему пределу при температурах +20°С и ближе к нижнему пределу при температурах ниже +20°С. После подбора поршни маркируют в соответствии с номерами цилиндров, к которым они подобраны.
Поршневые кольца изготавливают из серого чугуна индивидуальными отливками некруглой формы.
Цилиндрическую поверхность верхнего компрессионного кольца покрывают пористым хромом, остальные кольца — слоем олова.
Упругость компрессионных колец, сжатых стальной лентой до зазора в стыке 0,4 мм, должна быть не менее 1,75 — 2,5 кГ, а маслосъёмного кольца — 1,6 — 2,2 кГ.
Выпускаемые заводом кольца ремонтных размеров отличаются от стандартных только наружным диаметром.
Кольца того или иного размера предназначаются также для установки в изношенные цилиндры ближайшего меньшего ремонтного размера (в пределах 0,5 мм) путем подпиливания их стыков до получения нужного зазора в замке (0,3 — 0,5 мм).
Зазор подгоняют обязательно на том цилиндре, в котором будет работать данное кольцо. При подгонке необходимо следить за тем, чтобы кольцо не было перекошено в цилиндре, а лежало в плоскости, перпендикулярной его оси. Подпиливать стыки колец надо так, чтобы их плоскости при сжатии кольца были параллельны.
Поршневые кольца располагаются в поршневых канавках с достаточным зазором во избежание их заедания и пригорания. Хотя указанные зазоры обеспечиваются в процессе изготовления деталей, все же при установке на новый поршень зазоры следует проверить щупом, вводимым в боковой зазор в нескольких местах по окружности кольца и поршня при надетом на поршень кольце.
Если боковой зазор недостаточен, то следует, убедившись сначала, что торцы поршневых канавок свободны от забоин и заусенцев, слегка потереть кольцо о лист мелкозернистой наждачной бумаги, положенной на проверочную плиту, и делать это до тех пор, пока между торцом кольца и стенкой канавки можно будет завести щуп толщиной 0,05 — 0,08 мм.
Если же зазор между кольцами и стенками канавок будет больше допустимого (0,15 мм), то необходимо заменить как поршневые кольца, так и сам поршень.
Поршневые пальцы — стальные, пустотелые. Допускаемая нецилиндричность пальца — не более 0,0025 мм. Разница в весе пальцев, входящих в один комплект, не должна превышать 2 г.
В запасные части поршневые пальцы поставляют четырех размеров. Размерные группы маркируют краской на внутренней поверхности поршневого пальца, см. в табл. 2. «Детали двигателей ремонтных размеров» (см. раздел «2. ГАЗ-53А и ГАЗ-66. Двигатель»).
Стопорные кольца поршневого пальца должны сидеть в канавках поршня с некоторым натягом и не должны проворачиваться от руки.
Шатуны — стальные, кованые, двутаврового сечения. Нижнюю головку шатуна обрабатывают в сборе с крышкой, и поэтому при разборке, контроле и сборке шатун и крышку сохранять в комплекте. Не рекомендуется также обезличивать комплект шатунов с одного двигателя, так как на заводе-изготовителе шатуны подбирают по весу. Разница в весе шатунов одного комплекта не должна превышать 8 г.
В шатунах изнашиваются втулки верхних головок и вкладыши подшипников нижних головок. Предельный зазор в соединении поршневой палец — шатун должен быть не более 0,10 мм. Ремонт шатуна в основном сводится к замене втулки и развертыванию её отверстия до необходимого размера (номинального или ремонтного) и замене шатунных вкладышей. В запасные части втулки верхней головки шатуна поставляют со стандартным наружным диаметром, и для запрессовки их в шатун никакой предварительной обработки не требуется, необходимо лишь при запрессовке обеспечить совпадение отверстия во втулке с отверстием в головке шатуна. После запрессовки в шатун втулку прогладить гладкой брошью для обеспечения лучшего прилегания её к внутренней поверхности головки шатуна. Диаметр отверстия после этой операции должен быть 24,3+0,045 мм.
Необходимая посадка пальца в шатуне получается, если обработать отверстие под палец с допуском +0,005 мм от соответствующего размера.
После окончательной обработки нецилиндричность отверстия втулки допускается не более 0,0025 мм. Шатун обрабатывают в кондукторе соответствующей конструкции. Расстояние между осями отверстий верхней и нижней головок шатуна должно быть 168+0,05 мм; еспи отверстий должны быть параллельны друг другу в двух взаимно перпендикулярных плоскостях в пределах 0,04 мм на длине 100 мм.
В процессе эксплуатации двигателя шатун подвергается изгибу и кручению. Если непараллельность осей не превышает 0,08 мм на дливе 100 мм в двух взаимно перпендикулярных плоскостях, то такие шатуны могут быть восстановлены правкой. Если непараллельность больше 0,08 мм, то такой шатун заменяют.
При правке шатун сначала закручивают несколько больше того, чем это необходимо для ликвидации деформации, а затем раскручивают в обратном направлении, пока оси головок шатуна не станут параллельными. Такой метод правки повышает стойкость шатуна против деформации во время дальнейшей работы его в двигателе.
Коленчатый вал отлит из магниевого чугуна. Коленчатый вал статически и динамически сбалансирован. Допустимый дисбаланс коленчатого вала — не более 15 Гсм.
Диаметр коренных шеек — 70 мм, шатунных — 60 мм, Коренные и шатунные шейки выполнены полыми в литье. Полости шатунных шеек герметически закрыты пробками и используются для дополнительной очистки масла, подающегося к шатунным подшипникам.
В процессе работы коренные в шатунные шейки коленчатого вала в результате износа теряют свою первоначальную геометрическую форму. Это снижает работоспособность как подшипников коленчатого вала, так и всего кривошипно-шатунного механизма.
Перекосы, которые возникают в этом случае в кривошипно-шатунном механизме, вызывают повышенный износ зеркала цилиндров и поршневых колец, они могут служить также причиной выталкивания поршневым пальцем стопорных колец из своих канавок и выхода поршневого пальца из поршня.
Износ коренных шеек более интенсивен, чем шатунных. Шейки коленчатого вала в результате износа принимают форму неправильного конуса и овала.
Если конусность или овальность шеек коленчатого вала выше 0,05 мм, то вал необходимо перешлифовать на ближайший ремонтный размер. Ремонтные размеры шеек коленчатого вала определяются размерами вкладышей, поставляемых в запасные части. Таких размеров семь.
Все шатунные или коренные шейки коленчатого вала следует перешлифовать под один ремонтный размер. При этом ремонтный размер шатунных шеек может быть отличным от ремонтного размера коренных шеек.
Для обеспечения необходимого зазора в подшипниках шейки коленчатого вала как шатунные, так и коренные шлифуют с допуском — 0,013 мм от соответствующего ремонтного размера.
После шлифования шейки коленчатого вала полируют до чистоты не ниже 9в класса.
После ремонта все масляные каналы и полости в коленчатом валу тщательно промывают и продувают сжатым воздухом.
Подшипники коленчатого вала. Коренные подшипники коленчатого вала имеют тонкостенные вкладыши, выполненные из триметаллической ленты: стальная основа, металло-керамическнй подслой (медь с никелем) и слой антифрикционного сплава СОС-6-6.
Шатунные подшипники имеют тонкостенные вкладыши, изготовленные из биметаллической ленты: стальная основа и антифрикционный алюминиевый сплав.
Тонкостенные вкладыши изготовлены с высокой степенью точности, в поэтому их ремонт или какая-либо подгонка с опиловкой или шабровкой недопустимы. Размеры вкладышей, поставляемых в запасные части, см. в табл. 2. «Детали двигателей ремонтных размеров» (см. раздел «2. ГАЗ-53А и ГАЗ-66. Двигатель»)
Маркировка ремонтных размеров вкладышей нанесена на стальной поверхности вкладыша. Вкладыши номинальных размеров маркировки не имеют.
Между шейкой коленчатого вала и вкладышем подшипника должен быть зазор: для коренных 0,026 — 0,071 мм и 0,030 — 0,067 мм для шатунных подшипников.
Величину радиального зазора можно проверить при помощи контрольных щупов, выполненных из медной или латунной фольги толщиной 0,025; 0,050; 0,075 и 0,1 мм, нарезанных в виде полосок шириной 6 — 7 мм и длиной несколько меньше, чем ширина вкладыша. Кромки щупов должны быть зачищены для исключения порчи поверхности вкладыша.
Радиальный зазор проверяют следующим образом.
- С проверяемого подшипника снимают крышку с вкладышем и на поверхность вкладыша укладывают предварительно смазанный маслом щуп минимальной толщины (0,025 мм).
- После постановки крышки на место и затяжки её (момент затяжки для коренных 11 — 12 кГм, для шатунных 6,8 — 7,5 кГм) делают попытку провернуть вал, при этом крышки остальных подшипников ослабляют; если вал вращается слишком легко, то, значит, зазор больше 0,025 мм.
- После этого щуп заменяют на следующий по толщине до тех пор, пока для провёртывания вала потребуется значительное усилие.
Толщина щупа, при котором вал проворачивается с ощутимым усилием, принимается равной фактическому зазору в подшипнике. Предельный зазор в подшипниках коленчатого вала не должен превышать 0,15 мм.
Во избежание повреждения поверхности вкладыша при проверке зазора при помощи щупов коленчатый вал следует повёртывать на угол не более 60 — 90°.