Газораспределительный механизм ЗМЗ-4021, фазы газораспределения
Газораспределительный механизм двигателя ЗМЗ-4021, который устанавливался на автомобили УАЗ капотной и вагонной компоновки, включает в себя газопровод, распределительный вал с приводом, клапана, коромысла клапанов, толкатели и штанги толкателей.
Газораспределительный механизм двигателя ЗМЗ-4021.
Газораспределительный механизм закрыт сверху крышкой коромысел, штампованной из листовой стали, с закрепленным с внутренней стороны фильтрующим элементом системы вентиляции картера. Крышка коромысел крепится через резиновую прокладку к головке блока цилиндров шестью винтами.
Газопровод.
Состоит из алюминиевой впускной трубы и двух чугунных выпускных коллекторов. Впускная труба и выпускной коллектор первого и четвертого цилиндров соединены между собой в один узел через прокладку четырьмя шпильками, а плоскость прилегания к головке блока цилиндров обработана в сборе с не плоскостностью 0.2 мм, поэтому разборка узла без необходимости нежелательна.

Средняя часть впускной трубы подогревается отработавшими газами, проходящими по выпускному коллектору. Степень подогрева можно регулировать вручную при помощи поворачивающейся заслонки в зависимости от сезона. При повороте сектора в положение, при котором метка «ЗИМА» находится против стопорной шпильки — подогрев смеси наибольший, при повороте в положение метки «ЛЕТО» — подогрев наименьший.
Распределительный вал.
Чугунный, литой со стальной шестерней привода масляного насоса и датчика-распределителя зажигания, для удобства сборки имеет пять опорных шеек разного диаметра : первая 52 мм, вторая — 51 мм, третья — 50 мм, четвертая — 49 мм, пятая — 48 мм. Шейки опираются непосредственно на поверхность расточек в алюминиевом блоке цилиндров. Рабочая поверхность кулачков и эксцентрика привода бензинового насоса отбелена до высокой твердости при отливке распределительного вала. Зубья шестерни привода масляного насоса закалены.
Распределительный вал приводится от коленчатого вала косозубой шестерней. На коленчатом валу находится стальная шестерня с 28 зубьями, а на распределительном валу — пластмассовая шестерня с 56 зубьями. Применение пластмассы обеспечивает бесшумность работы шестерен. Обе шестерни имеют по два отверстия с резьбой М8х1.25 для съемника.
От осевых перемещений распределительный вал удерживается упорных стальным фланцем, который расположен между торцом шейки вала и ступицей шестерни с зазором 0.1-0.2 мм. Осевой зазор обеспечивается распорным кольцом зажатым между шестерней и шейкой вала. Шестерня закреплена на распределительном валу при помощи шайбы и болта с резьбой М12х1.25. Болт ввертывается в торец вала.
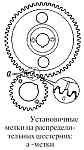
На шестерне коленчатого вала против одного из зубьев нанесена метка «О», а против соответствующей впадины шестерни распределительного вала нанесена риска или засверловка. При установке распределительного вала эти метки должны быть совмещены.
Фазы газораспределения двигателя ЗМЗ-4021.
Газораспределительный механизм с помощью распределительного вала обеспечивает следующие фазы газораспределения : впускной клапан открывается с опережением на 12 градусов до прихода поршня в верхнюю мертвую точку ВМТ, закрывается с запаздыванием на 60 градусов после прихода поршня в нижнюю мертвую точку НМТ.
Выпускной клапан открывается с опережением на 54 градуса до прихода поршня в НМТ, и закрывается с запаздыванием на 18 градусов после прихода поршня в ВМТ. Указанные фазы газораспределения двигателя ЗМЗ-4021 действительны при зазоре между коромыслом и клапаном, равном 0.5 мм.
Клапана.
Изготовлены из жаропрочных сталей : впускной клапан из хромокремнистой, а выпускной — из хромоникельмарганцовистой с присадкой азота. На рабочую фаску выпускного клапана дополнительно наплавлен более жаростойкий хромоникелевый сплав. Диаметр стержня клапанов 9 мм. Тарелка впускного клапана имеет диаметр 47 мм, а выпускного — 39 мм. Угол рабочей фаски обоих клапанов 45 градусов. Высота подъема клапанов равна 10 мм.
На конце стержня клапанов выполнена выточка для сухариков тарелки пружины клапана. Тарелки пружин клапанов и сухарики изготовлены из стали и подвергнуты поверхностному упрочнению. На каждый клапан устанавливается по две пружины : наружная с переменным шагом с левой навивкой и внутренняя с правой навивкой.
Пружины изготовлены из термически обработанной высокопрочной проволоки и подвергнуты дробеструйной обработке. Под пружины устанавливаются стальные шайбы. Наружная пружина устанавливается вниз концом, имеющим меньший шаг витков.

Клапана работают в металлокерамических направляющих втулках. Втулки изготовлены прессованием с последующим спеканием из смеси железного, медного и графитового порошков с добавлением для повышения износостойкости дисульфида молибдена. Внутреннее отверстие втулок окончательно обрабатывается после их запрессовки в головку. Втулка впускного клапана снабжена стопорным кольцом, препятствующим самопроизвольному перемещению втулки в головке.
Для уменьшения количества масла, просасываемого через зазоры между втулкой и стержнем клапана на верхние концы всех втулок напрессованы маслоотражательные колпачки изготовленные из маслостойкой резины.
Коромысла клапанов.
Одинаковые для всех клапанов, стальные, литые. В отверстие ступицы коромысла запрессована втулка, свернутая из листовой оловянистой бронзы. На внутренней поверхности втулки сделана канавка для равномерного распределения масла по всей поверхности и для подвода его к отверстию в коротком плече коромысла. Регулировочный винт имеет шестигранную головку со сферическим углублением для штанги, а с верхнего конца — прорезь для отвертки.
Сферическое углубление соединено сверлеными каналами с проточкой на резьбовой части винта. Проточка на винте приходится напротив отверстия в плече коромысла, примерно посередине высоты резьбовой бобышки короткого плеча коромысла. Масло в этом случае беспрепятственно проходит из канала коромысла в канал винта и к сферическому углублению. Регулировочный винт стопорится контргайкой.
Коромысла установлены на полой стальной оси, которая закреплена на головке бока цилиндров при помощи четырех основных стоек из высокопрочного чугуна и двух дополнительных стоек из ковкого чугуна и шпилек, пропущенных через стойки.
Четвертая основная стойка на плоскости, прилегающей в головке блока цилиндров, имеет паз, через который подводится масло из канала к головке в полость оси коромысел. Остальные стойки фрезерованного паза не имеют, поэтому их нельзя ставить на место четвертой стойки. Под каждым коромыслом в оси выполнено отверстие для смазки.
Толкатели.
Стальные, поршневого типа. Торец толкателя наплавлен отбеленным чугуном. Толкатели по наружному диаметру и отверстия под толкатели в блоке цилиндров разбиты на две размерные группы. При сборке толкатели определенной группы следует устанавливать в отверстия, отмеченные соответствующей краской.
Штанги толкателей.
Для обеспечения стабильности зазоров в клапанном механизме при нагревании и охлаждении двигателя штанги толкателей изготавливаются из дюралюминиевого прутка. На концы штанг напрессованы стальные закаленные наконечники со сферическими торцами. Длина штанги двигателя 402.10 — 283 мм, а двигателя 4021.10 — 287 мм.
Обслуживание газораспределительного механизма двигателя ЗМЗ-4021.
Газораспределительный механизм периодически нуждается в очистке клапанов от нагара и их притирке. Проверка зазора между коромыслами и клапанами, а так же их регулировка, выполняется на холодном двигателе во время очередного технического обслуживания или при появлении признаков нарушения зазоров. Зазор между коромыслом и клапаном на холодном двигателе ЗМЗ-4021 составляет : для выпускных клапанов первого и четвертого цилиндров — 0.35-0.40 мм, для остальных клапанов — 0.40-0.45 мм.
При увеличенных зазорах газораспределительный механизм генерирует стук клапанов, а при уменьшенных возможно не плотное прилегание клапана к седлу и его прогорание, поэтому указанные величины зазоров не следует уменьшать даже при наличии некоторого стука, который хотя и не приятен на слух, но не вызывает нарушений нормальной работы двигателя ЗМЗ-4021.
Похожие статьи:
Ремонт ЗМЗ 402: технология, процессы, капитальное восстановление
Двигатель ЗМЗ 402, который производился на Заволжском моторном заводе, стал настоящей легендой отечественно автомобилестроения целой эпохи. Он устанавливался на многие модели автомобилей, таких как Волга, УАЗ, Газель и прочие. Но, поскольку силовой агрегат перестали выпускать, а его эксплуатация проводится по этот день, то периодически это движки нуждаются в ремонте.
Причины проведения капитального ремонта
Любой двигатель в процессе эксплуатации изнашивается, и это случается не только с внутренними элементами, но и снаружи. На этот показатель влияет много факторов, которые разрушают двигатель. Итак, рассмотрим, причины, по которым движку ЗМЗ 402 необходим ремонт, особенно, что касается капитального восстановления:
- Как упоминалось ранее — износ. Этот фактор и процесс не щадит даже самые совершенные силовые агрегаты. Происходит это вследствие воздействия на детали — трения, высокой температуры, попадания охлаждающей жидкости.
- Коррозия. Процесс окисления металла неизбежен, и хоть двигатель сделан с алюминия, то коррозионные повреждения внутренней и наружной части автомобиля неизбежны.
- Механические повреждения. В процессе эксплуатации двигателя возможны повреждения наружной части блока и других элементов сердца автомобиля.
- Манера езды. Еще один фактор, который повышает степень износа. Постоянная езда на высоких оборотах, а также ненадлежащая эксплуатация мотора может привести к повышенному износу.
- Несвоевременное обслуживание также может привести к скорому износу внутренних узлов. Так, накопление в силовом агрегате металлической стружки и несвоевременная замена масла может привести к быстрому износу и проведению ремонта.
- Хранение. Как и любая техника, автомобиль и его компоненты хотят быть в сухом и теплом месте. Так, двигатель, который постоит несколько дней на сильном морозе, уже нормально функционировать не сможет. Это связано со свойствами масла, которое уже не способно защищать мотор в полном объеме.
- Другие факторы, которые могут повлиять на износ, что приведет к ремонту.
Процесс капитального ремонта двигателя
Процесс проведения ремонта, в том числе и капитального, для двигателя ЗМЗ 402 и его модификаций, похожий с другими силовыми агрегатами серии. Все силовые агрегаты, произведенные и выпущенные Заволжским заводом по конструктивным характеристикам похожи, а поэтому ремонт проводится достаточно легко. Итак, рассмотрим, как отремонтировать движок ЗМЗ 402 своими руками.
Демонтаж двигателя
Ремонт двигателя ЗМЗ 402 начинается с демонтажа силового агрегата. Этот процесс достаточно простой, но рекомендуется выполнять его в четыре руки. Но, есть одно отличие, если ДВС снимается с Волги, то это одна последовательность процедур. Что касается 402-го двигателя Газель, то здесь немного технология демонтажа отличается. Чтобы не запутаться, рассмотрим классический процесс съема мотора с автомобиля Волга.
Итак, какую последовательность операций необходимо выполнить автомобилисту, что снять движок с транспортного средства:
- Сначала, демонтируется АКБ и откручивается его полка.
- Далее, необходимо снять воздушный фильтр и карбюратор.
- Отсоединяем приемную трубу от выпускного коллектора.
- Выкручиваем свечи зажигания, снимаем провода и трамблер.
- Сливаем моторное масло.
- Отсоединяем топливную систему.
- Снимаем крыльчатку вентилятора.
- Демонтируем стартер и генератор, а также проводку, связанную с ними.
- Отсоединяем сцепление от коробки передач.
- Демонтируем корпус масляного фильтра.
- Снимаем радиатор и патрубки системы охлаждения.
- Демонтируем впускной и выпускной коллектор.
Далее, когда все разобрано, снимаем полностью капот, чтобы можно быть беспрепятственно, вытянуть двигатель. Проводим демонтаж силового агрегата, зацепив его за тельфер или лебедку. Теперь, устанавливаем мотор на специальный стенд, если такого нет, то на поддоны и приступаем к его разборке. Автомобилисту необходимо разобрать свой двигатель полностью.
Для этого снимаем детали в следующей последовательности: сцепление, клапанная крышка, поддон, головка блока цилиндров, масляный и водяной насосы, поршни, бугеля, коленчатый вал. Теперь можно приступить к процедуре диагностики состояния деталей.
Диагностика неисправностей
Диагностика деталей мотора начинается с осмотра целостности блока цилиндров и коленчатого вала. При необходимости корпус может завариваться специальной сваркой. Если блок сильно подвержен разрушениям, то следует его заменить на новый.
Следующим этапом проведения диагностики становится промер цилиндров. Стандартом для ЗМЗ 402 считается размер 92 мм. Но, если есть выработка на стенках, царапины или раковины, то придется точить до следующего размера. А если промер показал, что стенки уже имеют ремонт, то нужно в обязательном порядке точить до следующего, поскольку цилиндры имеют выработку и ее необходимо устранить.
Рассмотрим, таблицу размерности ремонтов для силового агрегата 402 и его модификаций:
| Ремонт | Размер |
| Стандарт | 92,0 мм |
| 1 | 92,5 мм |
| 2 | 93,0 мм |
| 3 | 93,5 мм |
| 4 и более |
Следующим исследуемым становится коленчатый вал. Так как и с блоком цилиндров необходимо промерить шейки на размер, наличие повреждений и твердость. Если по все показателям и критериям коленвал можно точить, то определяется вид ремонта. Кстати, номер ремонта коренных и шатунных шеек могут между собой отличаться.
Рассмотрим, таблицу размерности ремонтов для коленчатого вала 402 и его модификаций:
| Вид ремонта | Размер |
| 1 | 0,05 мм |
| 2 | 0,25 мм |
| 3 | 0,50 мм |
| 0,75 мм | |
| 5 | 1,00 мм |
Все остальные детали диагностируются согласно руководству по эксплуатации и ремонту двигателей ЗМЗ 402.
Расточка блока
Расточка блока цилиндров проводится на специальном расточном стенде согласно предварительно определенному размеру. После проведения протоки, стенки цилиндров поддаются хонинговке, то есть доводятся до зеркального состояния.
Это делается с целью, чтобы маслосъемные кольца надлежащим образом снимали масло со стенок цилиндров. После проведения всех операций, необходимо прошлифовать поверхность блока цилиндров на 0,05 мм, а затем вымыть его от металлической стружки.
Ремонт коленчатого вала
Ремонт коленчатого вала, также, проводится на специальном станке с круглым каменным диском разной зернистости. Шейки вала шлифуются согласно ранее установленному размеру, под определенного размера вкладыша.
Ремонт головки блока
Отремонтировать головку блока цилиндров удается не всегда, поскольку многие автомобилисты используют вместо тосола воду, а это разрушает структуру детали. Так, прежде чем приступать к ремонту следует разобрать узел и определить его ремонтопригодность. Если понадобиться, то заменить корпус ГБЦ на новый.
В процессе разборки определяется, какие детали необходимо заменить. Как показывает практика, зачастую, замене подлежат: впускные и выпускные клапаны, седла, направляющие втулки, сальники клапанов и распределительного вала.
Прежде чем установить новые направляющие втулки, они проходят процесс «развертки» или проточки. Конечно, можно оставить старые, но тогда ремонт проводится за технологией k-line, где непосредственно ставятся бронзовые втулки. Остальные операции проводятся стандартно.
Процесс сборки
Когда все отремонтировано, можно приступить непосредственно к процессу сборки. Для этого все детали сносятся в одно место, и начинается волшебство непонятное многим. Рассмотрим последовательность действий сборки силового агрегата:
- Устанавливаем коленчатый вал и коренные вкладыши, которые фиксируются бугелями.
- Собираем воедино поршни и шатуны.
- Закрепляем нижнюю шейку шатуна к коленчатому валу, при этом, не забыв поставить шатунные вкладыши.
- Устанавливаем масляный насос и закрываем поддон.
- Ставим сцепление и проводим балансировку с коленчатым валом.
- Устанавливаем головку блока цилиндров, при этом прокладку необходимо смазать графитовой смазкой, если на ней нет герметика.
- Устанавливаем клапанную крышку.
- Все остальные детали устанавливаются в том же порядке.
После сборке силового агрегата, его необходимо установить на автомобиль. Сборка проводится о обратном порядке от разборки.
Обкатка
Обкатка движка ЗМЗ 402, если ремонт проводился самостоятельно, проводится только на горячую. Так, двигатель должен поработать в разных режимах. Рассмотрим, как обкатать двигатель после капитального ремонта:
- При помощи ручного способа проводиться накачка топливной смеси.
- Далее, непосредственно идет пуск силового агрегата.
- Сначала, обороты составляют 1000-1200 в минуту.
- Спустя 5 минут их необходимо увеличить при помощи педали акселератора до 2000 об/мин. И так мотор должен проработать около 7 минут.
- Далее, опустить обороты до 1200 в минуту и давать проработать 2-3 минуты.
- Двигатель глушиться и ему дают остыть.
- Проводиться регулировка клапанов.
- Процесс повторить.
Таким образом, двигатель будет обкатан и готов к дальнейшей эксплуатации. Если в процессе обкатки появились подтеки или стуки, стоит определить неисправности и устранить их. При этом мотор эксплуатировать нельзя.
Техническое обслуживание после проведения капитального ремонта
Техническое обслуживание после капитального ремонта 402-го кардинально не отличается от обычного ТО. Разницу составляет только время пробега. Итак, рассмотрим, когда необходимо делать техническое обслуживание, и какие процедуры проводятся:
- 1000 км: замена масла и масляного фильтра.
- 8000 км: замена масла, масляного и воздушного фильтра, свечей зажигания, высоковольтных проводов, фильтра тонкой очистки топлива.
- 17000 км: замена масла, масляного фильтра, топливного фильтра.
- 25000 км: замена масла, масляного и воздушного фильтра, свечей зажигания, высоковольтных проводов, фильтра тонкой очистки топлива, регулировка клапанов.
- 35000 км: замена масла, масляного фильтра, топливного фильтра, замена ремня ГРМ и генератора.
- 45000 км и последующие: замена масла и масляного фильтра. Каждые 20000 км меняется — топливный и воздушный фильтр, регулируются клапана. Каждые 40000 км пробега — замена ремня ГРМ.
Замена масла в двигателе
Одним из самых проводимых процессов, после проведения ремонта, является — замена моторного масла. Завод изготовитель рекомендует проводить смену смазочной жидкости на ЗМЗ 402, не позднее 10000 км пробега от предыдущей замены.
Рассмотрим, последовательность действий направленных на замену моторного масла:
- Демонтируем клемму-минус с аккумулятора.
- Снимаем нижнюю металлическую защиту двигателя.
- Подставив емкость, откручиваем сливной болт и ждем, пока вытечет масло.
- Откручиваем верхний болт крепления масляного фильтра и вынимаем фильтрующий элемент.
- Устанавливаем новый фильтр, при этом не стоит забывать, что уплотнительные резинки между корпусом и крышкой также стоит сменить.
- Закручиваем сливной болт, не забыв заменить уплотнительную прокладку.
- Через заливную горловину, заливаем 5,5 литра нового масла.
Процесс замены масла на ЗМЗ 402 достаточно простой, и проводится легче, чем на автомобилях серии ВАЗ.
Вывод
Ремонт ЗМЗ 402 — это целый комплекс операций, который необходим для восстановления двигателя до заводских норм. Так, отремонтированный силовой агрегат становиться почти новым, а ресурс пригодности составляет около 90%.
Для того чтобы провести капитальный ремонт стоит сделать многое, а именно — расточить блок цилиндров, сделать проточку коленчатого вала, перебрать головку блока, а также заменить попутные детали, такие как водяной и масляный насос.
Сборочные детали привода ГРМ двигателя ЗМЗ-402
_____________________________________________________________________________
Сборочные детали привода ГРМ двигателя ЗМЗ-402
Газопровод двс ЗМЗ-402 автомобилей ГАЗ-3110 Волга, ГАЗ-2705 Газель (рис.4)
состоит из алюминиевой впускной трубы и двух чугунных выпускных
коллекторов.
Впускная труба и выпускной коллектор 1-го и 4-го цилиндров соединены между собой в один узел через прокладку четырьмя шпильками, а плоскость прилегания к головке цилиндров обработана в сборе с не плоскостностью 0,2 мм, поэтому разборка узла без необходимости нежелательна.
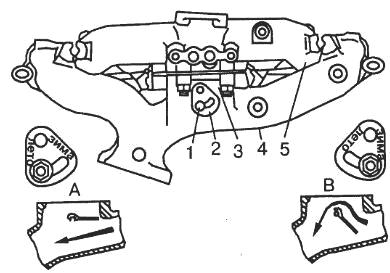
Рис.4. Газопровод ЗМЗ-402 автомобилей ГАЗ-3110 Волга, ГАЗ-2705 Газель
1 — гайка; 2 – сектор регулировки подогрева; 3 — заслонка; 4 – выпускной коллектор; 5 — впускная труба; А — положение заслонки при наименьшем подогреве — ЛЕТО; В-положение заслонки при наибольшем подогреве – ЗИМА
Средняя часть впускной трубы двигателя подогревается отработавшими газами, проходящими по выпускному коллектору. Степень подогрева можно регулировать вручную при помощи поворачивающейся заслонки 3 в зависимости от сезона.
При повороте сектора 2 в положение, при котором метка «ЗИМА» находится против стопорной шпильки, — подогрев смеси наибольший; при повороте в положение метки «ЛЕТО» — подогрев наименьший.
Распредвал двигателя ЗМЗ-402
Распредвал ГРМ двигателя ЗМЗ-402 автомобилей ГАЗ-3110 Волга, ГАЗ-2705 Газель — чугунный, литой со стальной шестерней привода масляного насоса и распределителя зажигания; имеет пять опорных шеек разного диаметра (для удобства сборки): первая 52 мм, вторая — 51 мм, третья — 50 мм, четвертая — 49 мм, пятая-48 мм.
Шейки распредвала опираются непосредственно на поверхность расточек в алюминиевом блоке цилиндров.
Рабочая поверхность кулачков и эксцентрика привода бензинового насоса отбелена до высокой твердости при отливке распределительного вала. Зубья шестерни привода масляного насоса закалены.
Распределительный вал З (рис.5) приводится от коленчатого вала косозубой шестерней 4. На коленчатом валу находится стальная шестерня с 28 зубьями, а на распределительном валу — пластмассовая шестерня с 56 зубьями.
Применение пластмассы обеспечивает бесшумность работы шестерен. Обе шестерни имеют по два отверстия с резьбой М8х 1,25 для съемника.
От осевых перемещений распредвал ГРМ ЗМЗ-402 удерживается упорных стальным фланцем 6, который расположен между торцом шейки вала и ступицей шестерни с зазором 0,1-0,2 мм. Осевой зазор обеспечивается распорным кольцом 8, зажатым между шестерней и шейкой вала.
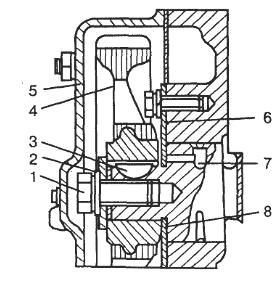
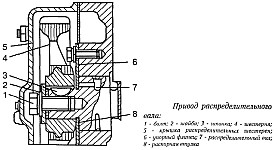
Рис.5. Привод распределительного вала ГРМ ЗМЗ-402 автомобилей ГАЗ-3110 Волга, ГАЗ-2705 Газель
1 — болт; 2 — шайба; 3 — шпонка; 4 — шестерня; 5- крышка распределительных шестерен; 6 — упорный фланец; 7 — распределительный вал; 8 — распорная втулка
Шестерня закреплена на распределительном валу при помощи шайбы 2 и болта 1 с резьбой М12х 1,25. Болт ввертывается в торец вала.
На шестерне коленчатого вала против одного из зубьев нанесена метка «О», а против соответствующей впадины шестерни распределительного вала нанесена риска или засверловка. При установке распределительного вала ГРМ эти метки должны быть совмещены.
Распредвал обеспечивает следующие фазы газораспределения: впускной клапан открывается с опережением на 12 градусов до прихода поршня в ВМТ, закрывается с запаздыванием на 60° после прихода поршня в НМТ, выпускной клапан открывается с опережением на 54° до прихода поршня в НМТ, и закрывается с запаздыванием на 18° после прихода поршня в ВМТ.
Указанные фазы ГРМ ЗМЗ-402 (ГАЗ-402) автомобилей ГАЗ-3110 Волга, ГАЗ-2705 Газель действительны при зазоре между коромыслом и клапаном, равном 0,5 мм. Высота подъема клапанов 10 мм.
Толкатели — стальные, поршневого типа. Толкатели по наружному диаметру и отверстия под толкатели в блоке цилиндров разбиты на две размерные группы.
При сборке ГРМ ЗМЗ-402 толкатели определенной группы следует устанавливать в отверстия, отмеченные соответствующей краской.
Штанги толкателей. Для обеспечения стабильности зазоров в клапанном механизме при нагревании и охлаждении двигателя штанги толкателей изготавливаются из дюралюминиевого прутка.
На концы штанг напрессованы стальные закаленные наконечники со сферическими торцами.
Длина штанги двигателя ЗМЗ-402.10 — 283 мм, двигателя 4021.10-287 мм. Коромысла клапанов 8 (рис.6), одинаковые для всех клапанов, стальные, литые. В отверстие ступицы коромысла запрессована втулка, свернутая из листовой бронзы.
На внутренней поверхности втулки сделана канавка для равномерного распределения масла по всей поверхности и для подвода его к отверстию в коротком плече коромысла.
Регулировочный винт 9 имеет шестигранную головку со сферическим углублением для штанги, а с верхнего конца — прорезь для отвертки.
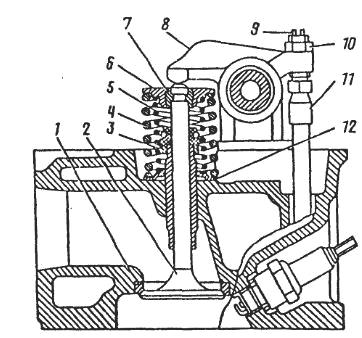
Рис.6. Привод клапанов ГРМ двигателя ЗМЗ-402 автомобилей ГАЗ-3110 Волга, ГАЗ-2705 Газель
1 — седло клапана; 2 — клапан; 3 — маслоотражательный колпачок; 4 и 5 — пружины; 6 — тарелки пружин; 7- сухарь; 8 — коромысло; 9 — регулировочный винт; 10 — гайка регулировочного винта; 11 — штанга; 12 — опорная шайба пружин
Сферическое углубление соединено сверлеными каналами с проточкой на резьбовой части винта. Проточка на винте приходится напротив отверстия в плече коромысла, т.е. примерно посередине высоты резьбовой бобышки короткого плеча коромысла.
Масло в этом случае беспрепятственно проходит из канала коромысла в канал винта и к сферическому углублению. Регулировочный винт стопорится контргайкой 10.
Коромысла установлены на полой стальной оси, которая закреплена на головке цилиндров двс ЗМЗ-402 (ГАЗ-402) при помощи четырех основных стоек из высокопрочного чугуна и двух дополнительных стоек из ковкого чугуна и шпилек, пропущенных через стойки.
Четвертая основная стойка на плоскости, прилегающей в головке цилиндров, имеет паз, через который подводится масло из канала к головке в полость оси коромысел.
Остальные стойки фрезерованного паза не имеют, поэтому их нельзя ставить на место четвертой стойки. Под каждым коромыслом в оси выполнено отверстие для смазки.
Клапаны двигателя ЗМЗ-402 автомобилей ГАЗ-3110 Волга, ГАЗ-2705 Газель изготовлены из жаропрочных сталей: впускной клапан — из хромокремнистой, выпускной — из хромоникель-марганцовистой с присадкой азота.
На рабочую фаску выпускного клапана дополнительно наплавлен более жаростойкий хромоникелевый сплав. Диаметр стержня клапанов 9 мм.
Тарелка впускного клапана имеет диаметр 47 мм, а выпускного — 39 мм. Угол рабочей фаски обоих клапанов 45°.
На конце стержня клапанов выполнена выточка для сухариков тарелки пружины клапана. Тарелки пружин клапанов 6 и сухарики 7 изготовлены из стали и подвергнуты поверхностному упрочнению.
На каждый клапан ЗМЗ-402 (ГАЗ-402) автомобилей ГАЗ-3110 Волга, ГАЗ-2705 Газель устанавливается по две пружины: наружная 4 с переменным шагом с левой навивкой и внутренняя 5 с правой навивкой.
Пружины изготовлены из термически обработанной высокопрочной проволоки и подвергнуты дробеструйной обработке. Под пружины устанавливаются стальные шайбы 12.
Наружная пружина устанавливается вниз концом, имеющим меньший шаг витков. Клапаны работают в металлокерамических направляющих втулках.
Втулки изготовлены прессованием с последующим спеканием из смеси железного, медного и графитового порошков с добавлением для повышения износостойкости дисульфида молибдена.
Внутреннее отверстие втулок окончательно обрабатывается после их запрессовки в головку. Втулка впускного клапана снабжена стопорным кольцом, препятствующим самопроизвольному перемещению втулки в головке.
Для уменьшения количества масла, просасываемого через зазоры между втулкой и стержнем клапана на верхние концы всех втулок напрессованы маслоотражательные колпачки 3, изготовленные из маслостойкой резины.
ГРМ закрыт сверху
крышкой коромысел, штампованной из листовой стали, с закрепленным с
внутренней стороны фильтрующим элементом системы вентиляции картера.
Крышка коромысел крепится через резиновую прокладку к головке
цилиндров шестью винтами.
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
_____________________________________________________________________________
Общее устройство АКПП
_____________________________________________________________________________
_____________________________________________________________________________
CVT вариатор Ауди
Коробка автомат Toyota
_____________________________________________________________________________
АКПП Mazda/Mitsubishi
Коробка автомат ZF
Двигатели Mitsubishi
Двигатели Toyota
- Блок цилиндров и головка 3S-FE/3S-GE
- Техническое обслуживание ГРМ 3S-FE, 3S-GE
- Коленвал двигателей 3S-FE, 3S-GE
- Технические характеристики двигателя 3S-FE, 3S-GE
- Распредвалы 3S-FE и 3S-GE
- Система охлаждения двс 3S-FE и 3S-GE
- Топливная систем 3S-FE, 3S-GE
- Параметры двигателя 4A-FE, 5A-FE, 7A-FE и 4A-GE
- Головка и блок цилиндров двигателя 4A-GE, 4A-FE, 5A-FE, 7A-FE
- Дроссельная заслонка 4A-FE, 5A-FE, 4A-GE, 7A-FE
- Вентилятор системы охлаждения 4A-FE, 5A-FE, 7A-FE, 4A-GE
- Форсунки двигателей 4A-FE, 5A-FE, 4A-GE, 7A-FE
- Замена водяного насоса 4A-GE, 4A-FE, 5A-FE, 7A-FE
- Поршневая группа и коленвал двигателей 4A-FE, 5A-FE, 4A-GE, 7A-FE
- Диагностика двигателей 4A-FE, 5A-FE, 7A-FE и 4A-GE
- Замена компонентов блока цилиндра 4A-GE, 4A-FE, 5A-FE, 7A-FE
- Система охлаждения 4A-FE, 5A-FE, 4A-GE, 7A-FE
- Система смазки двигателей 4A-FE, 5A-FE, 4A-GE, 7A-FE
- Топливная система двигателей 4A-FE, 4A-GE, 5A-FE и 7A-FE
- Система зажигания 4A-FE, 5A-FE, 4A-GE, 7A-FE
- Термостат и радиатор двс 4A-FE, 5A-FE, 7A-FE, 4A-GE
- Бензонасос 4A-GE, 4A-FE, 5A-FE, 7A-FE
- Ремень ГРМ двигателей 4A-FE, 5A-FE, 7A-FE
- Снятие головки блока цилиндров двигателей 4A-FE, 5A-FE, 7A-FE
- Регулировки клапанов 4A-FE, 5A-FE, 7A-FE
- Монтаж головки блока цилиндров двигателя 4A-FE, 5A-FE, 7A-FE
- Замена ремня ГРМ 4A-GE
- Демонтаж головки блока цилиндров двигателей 4A-GE
- Настройки клапанов 4A-GE
- Монтаж головки блока цилиндров двигателя 4A-GE
- Детали двигателей 1AZ-FE / 2AZ-FE
- Блок управления и датчики 1AZ-FE и 2AZ-FE
- Компоненты рабочих систем двигателя 1AZ-FE, 2AZ-FE
- Система управления двигателем 1AZ-FE и 2AZ-FE
Двигатели ЗМЗ
Ремонт двигателя ЗМЗ-402, РАЗБОРКА И ДЕФЕКТОВКА
Ремонт ЗМЗ-402. Разборка и дефектовка
0:66
Ремонт ЗМЗ-402
1:5981:611

Мою двигатель ЗМЗ-402 .
2:1158Внутренние полости двигателя были сильно загрязнены смесью солидола с сажей, почти в сантиметр под клапанной крышкой. При вскрытии картера обнаружилась открученная гайка коренного.
2:1497
Гайка хранилась в поддоне.
3:51Процесс разборки ЗМЗ-402
3:97

Набивка порядком подношена, была установлена ёлкой по вращению, т.е. наоборот.
5:1253
Выпускные клапана развальцованы грибком.
6:1838
Забоины на коромыслах.
7:44

Забоины на толкателях.
9:1099Больше всех огорчил распредвал, на 4 кулачках забоины, кулачки сточены на 1 мм.
9:1244
Забоины на распредвале.
10:1796На впускных клапанах в верхней части пропилы.
10:1883
Впускной клапан.
11:33Для замера жесткости пружин был сделано такое приспособление.
11:151
По итогам разбора распредвал под замену, колено шлифовать, клапана под замену. Голову ЗМЗ-402 буду пилить под 92 бензин.
Пружины внутренние в допуске, внешние слабоваты (46 мм, 23-25 кг).
Поршневая в допуске, хоть что-то не менять, поменяю тока кольца.

Приятный процесс
13:1643Итак, на данный момент собрал блок. Первым делом устранил заводские ошибки при изготовлении блока, канал после помпы забит облоем и деффектами литья.
13:1920
Но после использования напильника всё проходит.
14:91
Далее выкручиваем пробки масляных каналов, и прочищаем проводом и компрессором внутренности, в трёх каналах обнаружилось остатки сверловки, похоже ещё заводской.
15:899
Ровняем острые кромки на масляных каналах коленвала, чтобы они не срезали вкладыши, тут главное не сделать бугорок по кромке.
16:1637
Раскручиваю коленвал, не над головой, а пробки шатунных шеек.
17:114
Сильное загрязнение
18:660
Должно быть вот так.
19:1205
Это с коленвала набралось.
20:1762Усаживаю набивку в блок.
20:1810
Ставим колено и вгоняю поршня, все сопрягаемые детали жирно мажу маслом, которое потом залью для обкатки.
21:195
Стяжка на двух хомутах и полоски жести 30*290мм
22:785
Усадка набивки.
23:1322
Установка распредвала ЗМЗ-402 .
24:1885Поставил переходник на жигулёвский фильтр, масляный канал рассверлил, был совсем маленький.
24:2058
Переходник на жигулёвский фильтр.
25:570
Трубка не совпала
26:1111
Шкив расползался пришлось сбить и прихватить.
27:1704
Покрасил крышки от ЗМЗ-402 .
28:50
Всё, закрыл поддон.
29:593
Слева волговский кронштейн, справа УАЗовский, для сравнения
30:1212
Вот так на данный момент.
31:1766Была подобрана корзина Fenox, ведомый любой УАЗовский под нужный вал (они тоже разные).
31:1923
Вот она.
32:17Для сравнения слева старая волговская, справа новая, сзади рычажная. Точно не скажу откуда она с УАЗа или ГАЗа, 6 пружин, с виду мощней чем с УАЗа. Читал по отзывам, что диафрагменная сцепа слабее рычажной, небольшой тест наступая пяткой в место прижима выжимного подшипника своим чахлым тельцем в 100 кг могу сказать, что старая волговская и рычажная прогнулись на 1-1,5 см, а новая нифига не прогнулась.
32:747
Вот три подопытных.
33:1291Читал, что маховик на ЗМЗ-402 легче чем на УАЗе (8 кг против 13 кг), ну фиг знает может у меня он от старости такой, но весит он 13 кг.
33:1522
Это с ключём на 13.
34:34А диаметр у него вот такой.
34:86
Колокол желательно что бы был универсальный, как у меня.
35:697

Обобщая, можно сказать, что бы внедрить ЗМЗ-402 с волги в УАЗ достаточно купить нажимной диск, и передние кронштейны крепления двигателя. Ну выхлоп ещё переделать, управление педалью газа… это мелочи.
37:2074Мне пришлось ещё зубчатый венец поменять, сбил старый молотком, новый положил в духовку на 10 минут под 250 градусов, ну как десять минут. Заранее смазал маховик фиксатором резьбы и надел венец. После остывания собрал.
37:395
Закрыл ещё одну полость.
38:948
Бывает убегает тосол через дыру в блоке по шпильке, вот эту
39:1564
Секретная дыра с резьбой на 10.
40:57Проверять я не стал, а просто вкрутил туда болт.
40:147
Болт, хранитель тосола.
41:698Собрал ГБЦ. Голову шлифовал под 92 бензин срезали 3,5 мм, высота ГБЦ была 98 мм стала 94,5 мм (стандарт 94,4 мм).
41:888Отвод на печку, так называемый танчик, в задней части ГБЦ упирается в стенку подкапотного пространства и его нужно снимать, и встаёт вопрос откуда брать отвод на печку. Хорошо если в верхней части ГБЦ стоит датчик, то вопрос отпадает, у меня же на этом месте был лишь технологический прилив алюминия. Короче дыры нет. Но нормальных пацанов отсутствие дыры не остановит, нужно сделаю, я так женился вообще. Ладно хватит демагогии ближе к делу.
ГБЦ была вот такая:

Просто прилив.
42:29Взял сверло на 19мм (на 18мм надо было брать, но и так нормально вышло) и метчики полдюймовые для трубной резьбы, их видно на фото, и понеслась.
42:286
Сверлим и режу резьбу, всё просто места хватает.
43:882
Всё готово
44:1410Далее проверил масленый канал, он немного не совпадал с блоком, был подпилен напильником.
44:1577
Шлифанул привалочную плоскость.
45:62

Проверил каналы входа-выхода на совпадение с пауком, подпилил.
47:1190
3мм почти
48:1715
С обратной стороны.
49:38Притирка клапанов
49:75
На клапанах от покупной притирки не осталось ни царапины, хотя поясок на седле набился уже почти 2 мм, повторил с самодельной из абразива, немного пошло.
50:861
Но на остальных я так и не добился такого же эффекта, пролил растворителем, вроде не течет и засухарил.
51:1556
В наборе прокладок были прокладки под всё, окрамя задней заглушки ГБЦ пришлось делать самому. Дырки удобно бить гильзой 7,62,
52:228
Для набива колпачков чётко подошёл ёршик.
53:813
Ну и завершение.
54:1351
Проходной диаметр уголка на 15 примерно 14,5 мм, танчика 9,5 мм, т.е. порход в уголке больше чем в 2 раза.
55:2038Отверстия под шпильки двигателя прогнал сверлом 13 мм вычистил много грязи и удалил сплюснутый к резьбе алюминий.
55:210Сборка
55:226В идеале бы направляющие поменять (зазор 0,5 при допуске max 0,25 мм), но дорого, а самому нет подходящего набора инструментов. В продаже развёртки плохие.
55:501Двигатель собран и сохнет. Голова прикручена, клапана отрегулированы. Просверлил в помпе дырку под полдюймовый ёршик, чтоб отток ОЖ из печки был равен притоку.
55:796
Уже с резьбой.
56:1330В тройник вогнал втулку от амортизатора, чтоб уменьшить ход жидкости по малому кругу, чтобы помпа больше с печки подсасывала.
56:1563
Тройник
57:17

Заткнул пока отвёрткой.
59:1074Все гайки, шпильки и болты закручивал на фиксатор резьбы, где красный, где синий, что-то очень мне он в последнее время нравится.
59:1310Разбор, сборка и дефектовка ЗМЗ-402 выполнена.
59:1395 62156