Защитные покрытия: виды, функции, особенности
Уникальной разновидностью неметаллических защитных покрытий являются антифрикционные материалы. По внешнему виду они напоминают краски, однако вместо пигментов содержат частицы твердых смазочных веществ, которые равномерно распределены в смеси связующих компонентов и растворителей.
В противокоррозионной практике для изоляции металла от воздействия агрессивных сред используются специальные защитные покрытия. Все они подразделяются на металлические и неметаллические.
Металлические – анодные и катодные – покрытия наносятся на поверхности методами газотермического напыления, окунания, гальванизации, плакирования или диффузии.
К неметаллическим защитным покрытиям относятся лакокрасочные составы, полимерные пленки, силикатные эмали, резины, оксиды металлов, соединения фосфора, хрома и др.
Рассмотрим эти виды покрытий подробнее.
Металлические защитные покрытия
В качестве анодных металлических покрытий выступают металлы, электрохимический потенциал которых меньше, чем у обрабатываемых материалов. У катодных он, наоборот, выше.
Анодные покрытия обеспечивают электрохимическую защиту металлических поверхностей и выполняют свои функции даже при нарушении целостности слоя.
Катодные препятствуют попаданию агрессивных сред к основному металлу благодаря образованию механического барьера. Они лучше защищают поверхности от агрессивных воздействий, но только в случае неповрежденности.
В зависимости от способа нанесения металлические покрытия подразделяются на следующие виды.
Гальванические покрытия
Гальванизация – это электрохимический метод нанесения металлического защитного покрытия для защиты поверхностей от коррозии и окисления, улучшения их прочности и износостойкости, придания эстетичного внешнего вида.
Гальванические покрытия применяются в авиа- и машиностроении, радиотехнике, электронике, строительстве.
В зависимости от назначения конкретных деталей выделяют защитные, защитно-декоративные и специальные гальванические покрытия.
Защитные служат для изоляции металлических деталей от воздействия агрессивных сред и предотвращения механических повреждений. Защитно-декоративные предназначены для придания деталям эстетичного внешнего вида и их защиты от разрушительных внешних воздействий.
Специальные покрытия улучшают характеристики обрабатываемых поверхностей, обеспечивая их более высокой износостойкостью, электроизоляционными свойствами, повышенной прочностью и т.д.
Разновидностями гальванических покрытий являются меднение, хромирование, цинкование, железнение, никелирование, латунирование, родирование, золочение, серебрение и пр.
Газотермическое напыление
Представляет собой перенос расплавленных частиц материала на обрабатываемую поверхность газового или плазменным потоком. Покрытия, образованные таким методом, отличаются термо- и износостойкостью, хорошими антикоррозионными, антифрикционными и противозадирными свойствами, электроизоляционной или электропроводной способностью. В качестве напыляемого материала выступают проволоки, шнуры, порошки из металлов, керамики и металлокерамики.
Выделяют следующие методы газотермическогого напыления:
- Газопламенное напыление: самый простой и недорогой метод, применяемый для защиты крупных площадей поверхности от коррозии и восстановления геометрии деталей
- Высокоскоростное газопламенное напыление: используется для образования плотных металлокерамических и металлических покрытий
- Детонационное напыление: применяется для нанесения защитных покрытий, восстановления небольших поврежденных участков поверхности
- Плазменное напыление: используется для создания тугоплавких керамических покрытий
- Электродуговая металлизация: для нанесения антикоррозионных металлических покрытий на большие площади поверхности
- Напыление с оплавлением: применяется тогда, когда риск деформации деталей отсутствует или он оправдан
Погружение в расплав
При использовании этого метода обрабатываемые детали окунаются в расплавленный металл (олово, цинк, алюминий, свинец). Перед погружением поверхности обрабатываются смесью хлорида аммония (52-56 %), глицерина (5-6 %) и хлорида покрываемого металла. Это позволяет защитить расплав от окисления, а также удалить оксидные и солевые пленки.
Данный метод нельзя назвать экономичным, так как наносимый металл расходуется в больших количествах. При этом толщина покрытия неравномерна, а наносить расплав в узкие зазоры и отверстия, например, на резьбу, не представляется возможным.
Термодиффузионное покрытие
Данное покрытие, материалом для которого выступает цинк, обеспечивает высокую электрохимическую защиту стали и черных металлов. Оно обладает высокой адгезией, стойкостью к коррозии, механическим нагрузкам и деформации.
Слой термодиффузионного покрытия имеет одинаковую толщину даже на деталях сложных форм и не отслаивается в процессе эксплуатации.
Плакирование
Метод представляет собой нанесение металла термомеханическим способом: путем пластичной деформации и сильного сжатия. Чаще всего таким образом создаются защитные, контактные или декоративные покрытия на деталях из стали, алюминия, меди и их сплавов.
Плакирование осуществляется в процессе горячей прокатки, прессования, экструзии, штамповки или сваривания взрывом.
Виды и особенности неметаллических покрытий
Неметаллические покрытия подразделяются на органические и неорганические. Они создают на обрабатываемых поверхностях тонкую, инертную по отношению к агрессивным веществам пленку, которая предохраняет детали от негативных воздействий окружающей среды.
Лакокрасочные защитные покрытия
В состав таких покрытий входят пленкообразующие вещества, наполнители, пигменты, пластификаторы, растворители и катализаторы. Варьирование состава позволяет получать материалы со специфическими свойствами (токопроводящие, декоративные, особопрочные, жаростойкие и т.п.). Покрытия такого рода не только защищают изделия в различных условиях, но и придают им эстетичный внешний вид.
В группу лакокрасочных покрытий входят лаки, краски, грунтовки, олифы, шпаклевки.
Силикатные эмали
Применяются для изделий, работающих при высоких температурах, в химически агрессивных средах.
Эмалевое защитное покрытие формируется с помощью порошка или пасты. Процесс проходит в несколько этапов. Сначала на изделие наносится грунтовая эмаль – она улучшает адгезию, уменьшает термические и механические напряжения.
Затем, после спекания первого слоя при температуре +880… + 920 °С, накладывается покровная эмаль, после чего изделие снова подвергается нагреванию до +840… +860 °С.
Если требуется нанести несколько слоев силикатной эмали, вышеописанные операции проводят поочередно несколько раз. Изделия из чугуна, к примеру, обрабатывают в 2-3 подхода.
Застывшая эмаль представляет собой тонкое, похожее на стекло, покрытие. Его основным недостатком является сравнительно низкая прочность – под воздействием ударных нагрузок эмаль может растрескиваться или скалываться.
Полимерные защитные покрытия
В число наиболее распространенных полимеров, применяющихся для защиты металлов от коррозии, входят полистирол, полиэтилен, полипропилен, полиизобутилен, фторопласты, эпоксидные смолы и др.
Полимерное покрытие осуществляется методами окунания, газотермического или вихревого напыления, обычной кистью. Остывая, оно образует на поверхности сплошную защитную пленку толщиной несколько миллиметров.
Разновидностью полимерных являются антифрикционные покрытия (АФП). Внешне эти материалы похожи на краски, однако вместо пигментов они содержат высокодисперсные частицы твердых смазочных веществ, которые равномерно распределены в смеси связующих компонентов и растворителей.
Основу АФП могут составлять дисульфид молибдена, графит, политетрафторэтилен (ПТФЭ) и прочие твердые смазки, в качестве связующих применяются акриловые, фенольные, полиамид-имидные, эпоксидные смолы, титанат, полиуретан и некоторые другие специальные компоненты.
Антифрикционные твердосмазочные покрытия (АТСП), а также специальные растворители и очистители для предварительной подготовки поверхностей разрабатывает российская компания «Моделирование и инжиниринг».
АТСП MODENGY применяются в средне- и тяжелонагруженных узлах трения скольжения (направляющих, зубчатых передачах, подшипниках и т.д.), на деталях двигателей внутреннего сгорания (юбках поршней, подшипниках скольжения, дроссельной заслонке), в резьбовых соединениях и крепеже, трубопроводной арматуре, пластиковых и металлических элементах автомобилей (замках, петлях, пружинах, скобах, механизмах регулировки и т.д.), а также в других парах трения металл-металл, металл-резина, полимер-полимер, металл-полимер.
Материалы MODENGY наносятся однократно на весь срок службы деталей, позволяя создавать узлы трения, не требующие дальнейшего обслуживания и применения традиционных смазочных материалов.
Антифрикционные покрытия MODENGY отличаются:
- Высокой несущей способностью
- Работоспособностью в запыленной среде
- Низким коэффициентом трения
- Широким диапазоном рабочих температур
- Высокой износостойкостью
- Противозадирными и антикоррозионными свойствами
- Стойкостью к воздействию кислот, щелочей, растворителей и других химикатов
- Работоспособность в условиях радиации и вакуума
Покрытия ложатся тонким слоем, поэтому практически не меняют исходные размеры деталей, зато обеспечивают им необходимый комплекс триботехнических и защитных свойств.
Применение АТСП MODENGY позволяет эффективно управлять трением, повышать ресурс и энергоэффективность оборудования.
Оксидные защитные пленки
Оксидирование – это окислительно-восстановительная реакция металлов, которая возникает благодаря их взаимодействию с кислородом, электролитом или специальными кислотно-щелочными составами. В результате этого процесса на металлических поверхностях образуется защитная пленка, которая увеличивает их твердость, снижает риск образования задиров, улучшает приработку деталей и повышает срок их службы.
Оксидирование используется для получения защитных и декоративных покрытий, а также для формирования диэлектрических слоев. Различают химические, анодные (электрохимические), термические, плазменные и лазерные методы этой обработки.
Резиновые защитные покрытия
Гуммирование, или создание защитных покрытий резины или эбонита, осуществляется для защиты различных емкостей, трубопроводов, цистерн, химических аппаратов, резервуаров для перевозки и хранения химических веществ от воздействия внешней среды.
Защитное покрытие может быть сформировано из мягкой или твердой резины. Консистенция контролируется добавками серы: мягкая содержит от 2 до 4 % этого вещества, твердая – от 30 до 50 %.
Покрытие наносится на предварительно очищенные и обезжиренные поверхности. Скопившийся после обработки воздух выдавливается валиком. В качестве заключительного этапа гуммирования проводится вулканизация изделий.
Резиновые покрытия являются хорошими диэлектриками, обладают стойкостью ко многим кислотам и щелочам (но не к сильным окислителям). Из существенных недостатков резиновых покрытий можно выделить их старение со временем.
Смазки и пасты
При длительном хранении и перевозке металлоизделий в качестве защитных покрытий могут использоваться специальные смазки и пасты – они препятствуют попаданию на поверхности влаги, пыли и различных газообразных веществ, наносятся кистью или методом распыления.
Консервационные материалы изготавливаются на основе минеральных масел (вазелинового, машинного) и воскообразных веществ (воска, парафина, мыла). Очень популярны смазки, в состав которых входит 5 % парафина и 95 % петролатума (смеси парафинов, масел и минеральных восков – церезинов).
Главный недостаток паст и смазок, применяющихся в качестве защитных покрытий, состоит в том, что целостность образовавшейся пленки легко нарушить. Именно поэтому лучшей альтернативой пластичных составов являются антифрикционные покрытия.
Вулканизованная резина, крепление к металлам
По этому методу нельзя судить о прочности крепления резины к металлу, при его помощи можно только контролировать правильность проведения процесса вулканизации резины при ее креплении к металлу, основываясь на допущении, что если резина вулканизована в оптимуме и имеет твердость, соответ- [c.110]Для крепления резины к металлу этим клеем на очищенную поверхность металла наносят один или два слоя клея, а иногда и больше. Общая толщина слоев клея должна быть примерно 2—3 мм. Каждый слой клея сушат при 65—70 °С в течение 30—60 мин, а затем металлическую деталь с нанесенным на нее клеем нагревают в термостате при 100—120 °С также в течение 30—60 мин. После охлаждения детали на нее накладывают резиновую смесь и вулканизуют. [c.172]
Клей MS-2705 предназначается для крепления силоксановых резин к металлу, стеклу и другим материалам. Клей вулканизуется после введения в него вулканизующей пасты N-27 из расчета 4,5 вес. ч. пасты на 100 вес. ч. клея MS-2705. Крепление этим клеем температуростойко до 200 °С и морозостойко до —55 °С. Максимальная прочность крепления достигается через 4—7 суток при комнатной температуре. Для создания контакта между склеиваемыми поверхностями необходимо применять небольшое давление. Прочность крепления на отслаивание при 20 °С 1,8—3,6 кгс/см. [c.247]
Эбонит 1814 создает наилучшее сцепление с металлом, но не обладает химической стойкостью, и поэтому его применяют как подслой для крепления мягкой резины к металлу при гуммировании деталей, несущих значительные механические нагрузки (ролики, валы и др.). Этим эбонитом в сочетании с резиной 829 или 2566 гуммируют большие емкости (ванны, баки и др.), которые вулканизуют открытым способом. [c.22]
Вулканизация. Для придания резиновому покрытию химиче ской стойкости, прочности и эластичности его вулканизуют. В зависимости от марки резины или эбонита, принятого метода крепления резиновых обкладок к металлу вулканизацию осуществляют одним из следующих способов в вулканизационных котлах или гуммируемых аппаратах под давлением в гуммируемых аппаратах без давления (открытый способ). В качестве теплоносителя наибольшее применение находит насыщенный водяной пар, ценным свойством которого является строго определенная температура конденсации при данном давлении, выдерживаемая в течение всего процесса. Однако образующийся конденсат частично вымывает отдельные составляющие резиновой смеси, вследствие чего ухудшаются физико-механические свойства и химическая стойкость покрытия. При вулканизации горячим воздухом коррозионная стойкость и срок службы гуммировочного покрытия повышается на 20—25% по сравнению с вулканизацией насыщенным паром. Особенно это важно при эксплуатации резин и эбонитов в агрессивных средах при повышенной температуре. Режим вулканизации выбирается в зависимости от марки применяемой резиновой смеси и клея, толщины резинового покрытия и габаритов защищаемого оборудования. Например, гуммировочное покрытие на эбоните марки ГХ-1626 может вулканизоваться как под давлением, так и открытым способом. Применение эбонита марки ГХ-1627 возможно только при вулканизации под давлением (в котле или в аппарате). Его вулканизация открытым способом не позволяет достигнуть необходимой твердости и химической стойкости покрытия. [c.207]
Мягчители, пластификаторы, вулканизующие агенты, активаторы, противостарители, применяемые в резинах в обычных количествах, играют сравнительно небольшую роль в адгезии резиновых смесей к металлам при клеевом методе крепления. Однако некоторые ингредиенты, например сажи, имеют большое влияние на адгезию резиновых смесей. [c.20]
Слой такого клея наносят на чистую поверхность металла, пленку высушивают, после чего на нее накладывают резиновую смесь и деталь вулканизуют. Подобный клей применяется для крепления резины к обычной и нержавеющей сталям, к латуни, алюминию и его сплавам, меди и олову. [c.228]
На крепление к металлу силоксановых резин очень большое влияние оказывает вулканизующий агент. [c.238]
Хлор- и бромбутилкаучук содержат соотв. 1,1-1,3% С1 или 2-3% Вг, присоединенных гл. обр. в а-положение к двойным связям изопреновых звеньев макромолекулы Подвижные в аллильном положении атомы галогена способны участвовать в вулканизации (в т. ч. с использованием в кач-вс вулканизующего агента 2пО). Это обусловливает повыш. скорость вулканизации таких каучуков (особенно бромбутилкаучукаХ благодаря чему возможна их совулка-низация с НК и высоконеиасыщенными СК. Вулканизаты галогениров. Б имеют повыш. теплостойкость Хлор-и бромбутилкаучуки применяют для изготовления внутр слоя бескамерных автошин, атмосферостойких боковин радиальных шин, теплостойких автомобильных камер, конвейерных лент, рукавов, изделий мед. назначения, клеев, промежут. прослоек для крепления резины к металлу и резин из Б к резинам на основе др каучуков. Мировое произ-во этих каучуков ок 100 тыс т/год (1981), [c.335]
Продукты взаимодействия каучука с малеиновым ангидридом малорастворимы и нетермопластичны, т. е. обладают свойствами вулканизатв, В то же время они сохраняют такие свойства исходного каучука, как способкость к вальцеванию, каландрованию и шприцеванию. Каучук, модифицированный малеиновым ангидридом в растворе и содержащий небольшое количество малеинового ангидрида, применяется для крепления резины к металлу. Модифицированный каучук вулканизуется серой с добавками гекеаметилентетрамина, анилина и других органических оснований, а также окислами металлов, дитиолами и диаминами. [c.194]
Диаминная вулканизующая система обеспечивает высокое качество вулканизатов и хорошие адгезию и прочность крепления резин к металлам. Однако смеси склонны к подвулканизации, нестабильны при хранении, прилипают к пресс-формам и вызывают их загрязнение в процессе вулканизации. Вулканизаты характеризуются относительно низкими стойкостью к действию пара и горячей воды и теплостойкостью, высокими остаточными деформациями сжатия при старении в напряженном состоянии [10, р. 38—43 50]. [c.88]
Клей МАС-1В представляет собой раствор модифицированной кремнийоргаиической смолы и отвердителя в смеси толуола и бу-танола. Отвердитель вводят в раствор из расчета 0,25 вес. ч. на 100 вес. ч. сухого вещества [317]. Клей предназначается для крепления любых силиконовых резин к металлам в процессе вулканизации. Перед склеиванием поверхность металла опескоструивают и обезжиривают. Клей наносят в два слоя, причем каждый слой просушивают на воздухе в течение 1 ч, после чего резиновую заготовку и металлическую деталь соединяют и вулканизуют в прессе по режиму вулканизации резины. Данные, характеризующие прочность крепления резины 14р-6 к металлам, приведены ниже [c.196]
Влияние серы на прочность связи с металлом особенно сказывается в резинах на основе наирита. Введение 1 вес. ч. сер
Способ склеивания резины с металлом
Изобретение относится к способу склеивания резины с металлом методом холодного отверждения клеевой композиции на основе полимеров и может быть использовано в резинотехнической промышленности, в частности, для изготовления водостойких и маслостойких резинометаллических изделий.
Известен способ склеивания резины с металлом методом холодного отверждения (патент RU №2400512, опубл. 27.09.2010 г.), заключающийся в нанесении слоя клея на обработанную дробью металлическую поверхность и на шерохованную водостойкую резину, при этом склеивание резины с металлом осуществляется тройной клеевой композицией из клеев Хемосил 211, Хемосил 221 или 222 и полихлоропренового клея 88КР.
Недостатком известного способа является недостаточно высокая прочность связи между металлом и водостойкой резиной, а также недостаточная стойкость полихлоропрена к нефтепродуктам, что не позволяет использовать его в маслостойких резинотехнических изделиях, необходимость обработки дробью поверхности металла и шероховки резины.
Наиболее близким по совокупности технических признаков и достигаемому техническому результату является способ склеивания шерохованной и обработанной дихлорамином в среде этилацетата резины с металлом, обработанном дробью, с использованием клея 51-К-10В на эпоксидно-каучуковой основе (ТУ 2513-001-00152081-93).
Недостатками известного способа являются то, что применение одного клея 51-К-10В с обработкой поверхности резины дихлорамином в среде этилацетата не обеспечивает достаточную прочность связи металла с резиной, а также необходимость применения в процессе склеивания дробеструйной обработки металла и шероховки резины.
Техническим результатом заявляемого изобретения является повышение прочности склеивания металла, не обязательно обработанного дробью, и резины, необязательно шерохованной, тем самым достигается повышение качества резинотехнических изделий, предназначенных для работы при высоком давлении в нефтепродуктах.
Технический результат достигается тем, что в способе используется двойная клеевая композиция из клеев Хемосил 211 и 51-К-10В.
Хемосил — это клей для соединения резины в процессе ее вулканизации с металлом и другими субстратами. Хемосил 211 применяется со множеством клеев марки «Хемосил», однако эта комбинация не дает высокой прочности связи металла с резиной при их креплении методом холодного отверждения.
Заявляемая комбинация клея Хемосил 211 с отечественным клеем 51-К-10В позволяет использовать метод холодного отверждения для крепления резин к металлу, одновременно повышает прочность связи металла с резиной и тем самым работоспособность изделий, а также упрощает технологию склеивания, поскольку не обязательно применять дробеструйную обработку металла и шероховку резины.
Клей Хемосил 211 производится немецкой фирмой «Хенкель» по лицензии фирмы «Лорд корпорейшн Кемикал Продактс Труп» США и его состав не раскрывается.
Отечественный клей 51-К-10В представляет собой смесь двух растворов: резиновой смеси на основе каучука СКН-20-МВП-0АРК ТУ 38.103564-84 в этилацетате и сополимера «Витан-2М» ТУ 6-01-1174-78 в этилацетате с эпоксидной смолой.
Заявляемый способ склеивания резины с металлом реализуется следующим образом.
1. На обезжиренную нефрасом и высушенную в течение (15±5) мин поверхность металла, не обязательно обработанного дробью, тонкой кистью наносят один слой клея Хемосил 211 и сушат его при температуре (18-35)°C в течение (30-40) мин до полного высыхания клея.
2. Поверхность резиновой заготовки обезжиривают этилацетатом и сушат в течение (15±5) мин.
3. На обезжиренную, не обязательно шерохованную, просушенную резиновую заготовку наносят кистью 10% раствор дихлорамина в среде этилацетата, сушат его при температуре (18-35)°C в течение (3±1) мин, наносят еще один слой раствора дихлорамина и сушат в течение (15±5) мин.
4. На обработанные описанными выше способами поверхности металла и резины наносят по три слоя клея 51-К-10В, подсушив первый слой (30-40) мин, второй слой (20-30) мин, третий слой (2-4) мин.
5. Поверхности резины и металла с нанесенными на них последовательно клеями Хемосил 211 и 51-К-10В склеивают согласно ТУ 2513-001-00152081-93.
В заявляемом способе использование клеев Хемосил 211 и 51-К-10В позволяет провести склеивание методом холодного отверждения бутадиен-нитрильного каучука СКН-20-МВП-10АРК, присутствующего в клее 51-К-10В, с металлом без его дробеструйной обработки. Применение комбинации клеев позволяет повысить прочность связи резины с металлом и увеличить долговечность клеевого соединения, работающего в нефтепродуктах.
Применение раствора дихлорамина позволяет осуществить склеивание нешерохованной резины с высоким уровнем прочности связи.
Для сравнения прочности связи резины с металлом в резино-металлических изделиях, поверхности которых обработаны известным способом одним клеем с обработкой поверхности металла дробью и шероховкой резины и предлагаемым способом двойной клеевой композицией без обработки поверхности металла дробью и шероховки резины, были проведены испытания образцов по существующим методикам.
Результаты испытаний прочности связи резины с металлом при отслаивании по ГОСТ 411-77 представлены в таблице.
Результаты испытания резинометаллических образцов на прочность связи резины на основе маслостойкого бутадиен-нитрильного каучука марки Тербан, например, с титановым сплавом ПТ-3В, показывают, что применение двойной композиции клеев Хемосил 211 и отечественного клея 51-К-10В, а также определенная последовательность нанесения клеев, позволяют повысить адгезионную прочность резины с металлом.
Заявленный способ склеивания резины с металлом позволяет собирать сложное резинометаллическое изделие без дробеструйной обработки металла и шероховки резины и увеличивает прочность связи металл-резина, тем самым повышает качество изделия, предназначенного для работы при высоком давлении в среде нефтепродуктов.
Предприятие имеет положительный опыт использования заявленного способа склеивания резины и металла в производстве качественных высокопрочных резинометаллических изделий.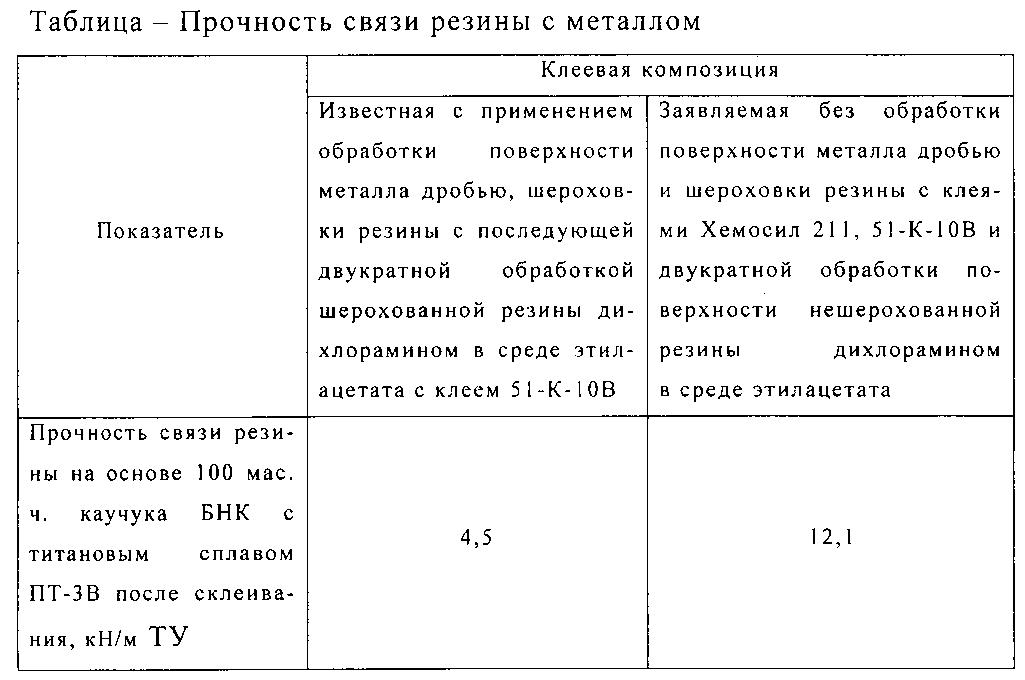
Что такое жидкая резина и где она используется?
В большинстве случаев письма приходят в течение одной минуты, но иногда для этого требуется до 10 минут. Возможно письмо еще не успело прийти. Проверьте пожалуйста внимательно папку Входящие (Inbox). В некоторых случаях письмо может попасть в папку Спам (Spam).
Логин или e-mail: Или войдите с помощью этих сервисов:Обрезинивание валов и роликов, специальные материалы для покрытия валов
Несмотря на высокую механическую прочность, металлические сплавы весьма уязвимы к истиранию и воздействию агрессивных средств – он нуждаются в защитном слое. Для промышленного оборудования, использующего подвижные валы, таковым являются различные резины, а процесс нанесения покрытия называется гуммированием. При этом принципиальное значение имеет тип материала, его состав, условия создания покрытия и последующая его обработка – от этого зависят эксплуатационные качества механизмов.
Резина — выбор резины в качестве защитного покрытия для металлических валов обусловлен в первую очередь тем, что данный материал обладает потрясающей стойкостью к механической деформации. Добавление в расплав синтетических каучуков различных присадок, позволяет создать вещество со сколь угодно высокой устойчивостью к коррозии и воздействию наиболее распространенных агрессивных сред. Но самое главное – резиновое покрытие сравнительно легко наносить на металл и очень легко восстанавливать по мере износа.
Производители роликов используют множество различных резиновых смесей на основе каучука. Натуральные резиновые ролики ведут себя хорошо при низких температурах и сохраняют свои свойства. Однако, у натуральных резиновых роликов есть низкая стойкость к высоким температурам и нет сопротивления к маслам, поэтому для ряда промышленных применений используются специальные смеси из других материалов.
Неопрен – материал, разработанный компанией DuPont, у которого хорошие механические свойства, химическое сопротивление и высокая упругость. Неопреновые ролики могут использоваться в агрессивных средах, имеют сопротивление к высокой температуре и поддерживают умеренное сопротивление большинству химикатов. Неопрен — разновидность синтетического каучука. Водонепроницаем, эластичен. Имеет множество вариантов применения — прижимные ролики, втягивающие ролики и подающие ролики, как правило, делаются из неопрена. также, из него изготавливают гидрокостюмы. Неопрен стоек к воздействиям солнечного света и химически активным нефтепродуктам.
Силикон – довольно дорогой материал для обрезинивания, но имеющий хорошее химическое сопротивление. Основной спектр применения — использование при высоких температурах (до +260 °C). Силиконовый каучук обладает высокими электроизоляционными качествами, большой термостойкостью и морозостойкостью. Он сохраняет эластичность в интервале температур от -60 до +200 °C и широко применяется в современной технике (жароупорные прокладки, клапаны, мембраны, детали прожекторных установок, и др.).
Полиуретан – материал, обладающий очень высокой стойкостью к абразивному износу, обладает устойчивостью к большинству органических растворителей, к озону и ультрафиолетовым лучам, морской воде. Прочность связи полиуретан-металл значительно выше, чем между резиной и металлом. Часто используется в узлах, где необходимо большое сопротивление к повреждениям поверхности или при скручивании (например, втягивающие ролики). Полиуретаны широко применяются в промышленности как эффективные заменители резины — для изготовления деталей, работающих в агрессивных средах, в условиях больших знакопеременных нагрузок и температур. Рабочая температура для большинства полиуретанов — от -60° С до +80° С. Допустим кратковременный (до 24 часов) нагрев до 120° С.
Hypalon® — это полиэтиленовый эластомер (полихлоросульфат), запатентованный фирмой DuPont. Обладает исключительной устойчивостью к воздействию агрессивных химических сред, истиранию, прочностью и продолжительным сроком службы. Отличается своей эластичностью, устойчивостью к UV-излучению, сохраняет свои свойства при низких температурах.
Материал Viton был специально спроектирован для задач, требующих исключительных характеристик. Он показывает прекрасную стабильность в условиях высоких температур в жестких химических средах. Viton имеет длительную рабочую температуру до +200°С, и используется в топливных баках с авиационным топливом и высококачественных кабелях на авиационных двигателях.
«Союзнихром» осуществляет поставку новых валов с покрытием из указанных выше материалов и проводит восстановление покрытия валов по чертежам заказчика. Для получения подробной информации обращайтесь в центральный офис компании в Москве или в региональном представительстве в Екатеринбурге.
ОСТАВИТЬ ЗАЯВКУ на нанесение покрытия
Горячее крепление резины к металлам
Для горячего крепления резины к металлам применяются также клеи из синтетических смол, например из феноло-форм-альдегидной смолы. Крепление посредством феноло-формальдегидных смол является более температуростойким, чем крепление посредством клея на основе ХНК, но последний обеспечивает более высокую стойкость к действию горячей воды. [c.584]Применение. Основной мономер клеевых композиций для горячего крепления резины к металлу [5, с. 20]. [c.513]
Поиски новых методов горячего крепления резины к металлам и работы ло усовершенствованию существующих методов продолжаются — 22.2з [c.14]
Наряду с развитием методов горячего крепления резины к металлам в последние 15—20 лет начали развиваться методы холодного крепления. Эти методы значительно проще, доступ- [c.14]
При методах горячего крепления резины к металлу, когда пленка клея наносится только на металлы, могут быть применены быстро сохнущие клеи. Но при этом возникает другая опасность быстрое испарение растворителя может вызвать кон- [c.59]
При горячем креплении резины к металлам клеи наносятся на поверхность металлической арматуры часто вручную, небольшими кистями с мягким волосом если клеи невязкие и невысокой концентрации, то наносить их следует очень тонким слоем. Механизированное нанесение клея на арматуру производится в закрытых аппаратах непрерывного действия путем макания арматуры в клей. Во избежание натеков клея на поверхности металла применяют разбавленные клеи и после макания придают поверхности арматуры наклонное или вертикальное положение. При таком способе нанесения клея пленка клея может быть очень тонкой (разбавленный клей) после первого макания пленку клея подсушивают в сушилке и затем производят вторичное макание арматуры в клее. [c.64]
По методам горячего крепления резины к металлу, при которых клей наносится только на металл, пленку клея высушивают в течение 10—30 мин, пока она не станет совершенно [c.65]
При горячем креплении резины к металлам, осуществляемом при 140—150 °С, а в последнее время при 150—200 °С (высокотермостойкие клеи) и даже иногда еще при более высоких температурах, процессы отверждения клеев протекают достаточно быстро и обычно связаны с оптимальным временем вулканизации резины, т. е. лежат в пределах от 10—20 до 40—60 мин, в зависимости от вида каучука и состава резины. [c.67]
При горячем креплении резины к металлам относительная влажность воздуха также заметно влияет на качество работ. При этом повышенная влажность воздуха может привести к разложению, например, изоцианатных клеев, так как изоцианатные клеи чувствительны к влаге. В случае применения других клеев повышенная влажность воздуха может привести к конденсации влаги в виде росы на пленке клея, нанесенной на металл, и понижению прочности крепления. [c.67]
Растворы ХНК в ксилоле, толуоле или в их смеси, а также в других растворителях (клеи) применяются для горячего крепления резины к металлам. Концентрация клеев обычно 15—25%. Ввиду того что пленки ХНК хрупки, для придания [c.184]
Эпоксидные клеи для горячего крепления резины к металлу могут быть в виде жидкости, пасты или порошка. Наиболее часто их употребляют в виде двухрастворных клеев, из которых одна часть является эпоксидной смолой или ее раствором, а вторая часть — отвердителем или его раствором. Перед употреблением таких клеев смешивают определенное количество (по весу или по объему) смолы с отвердителем и смесь наносят на металл. [c.233]
Методы горячего крепления резины к металлам в процессе вулканизации являются наиболее разработанными и надежными. Однако [c.238]
При методах горячего крепления резины к металлам применяются невулканизованные резиновые смеси, из которых делаются соответствующих размеров, массы и формы заготовки, закладываемые в формы, на заранее положенную в них металлическую арматуру. Для резиновых заготовок должна обязательно использоваться свежеприготовленная смесь с чистой, не-запыленной и незагрязненной поверхностью. Часто поверхность резиновых заготовок, предназначенных для крепления, за 5—10 мин до закладки в форму протирают (освежают) чистой тканью, смоченной растворителем, подходящим для данной смеси. Если резиновые смеси изготовлены из НК, СКБ, СКС, то ткань смачивают бензином если смесь приготовлена из наирита, то смесью двух растворителей — этилацетата с бензином (в соотношении 1 1) если смесь из СКН, то этилацетатом или бензолом. Освежение поверхности способствует ее набуханию и лучшей адгезии смеси к металлической арматуре. [c.47]
Особое значение для крепления клеи из ХНК и ГХНК приобрели во время второй мировой войны, и примерно к 1946 г-методы горячего крепления резины к металлам посредством клеев из ХНК и ГХНК стали конкурировать с методом крепления при помощи латуни. [c.180]
Фирмой Minnisota Mining Со , США предложен оригинальный метод для горячего крепления резины к металлам при помощи однорастворных эпоксидных клеев ЕС-2086 и ЕС-2186 в виде паст, в которые уже примешаны отвердители. Жизне- [c.233]
Способ склеивания резины с металлом
Изобретение относится к способу склеивания резины с металлом методом холодного отверждения клеевой композицией на основе полимеров и может быть использовано в резинотехнической промышленности для изготовления резинометаллических изделий, в частности водостойких, эксплуатируемых при повышенных температурах (до 90°С). Изобретение касается способа склеивания резины с металлом методом холодного отверждения, заключающегося в нанесении слоя клея на обработанную металлическую поверхность, при этом склеивание резины с металлом осуществляется тройной клеевой композицией: на обработанную металлическую поверхность наносят первый слой клея Хемосил 211 и просушивают, на первый слой наносят второй слой клея Хемосил 221 или Хемосил 222 и просушивают, затем на обработанные металлическую и резиновую поверхности наносят по два слоя клея 88 КР, просушивая каждый из них, а затем склеивают. Технический результат — получение более высоких показателей прочности связи резин на основе полярных каучуков с металлическим сплавом при сохранении повышенной клейкости и прочности крепления при эксплуатации изделий в воде при повышенных температурах. 1 з.п. ф-лы, 1 табл.
Изобретение относится к способу склеивания резины с металлом клеевой композицией на основе полимеров и может быть использовано в резинотехнической промышленности при изготовлении резинометаллических изделий, в частности водостойких, эксплуатируемых при повышенных температурах (до 90°С).
Известна клеевая композиция 88 НП (А.П.Петрова. Клеящие материалы. М., Каучук и Резина, 2002, с.75) на основе полихлоропрена и бутилфенолоформальдегидной смолы, растворимых в смеси этилацетата и нефраса, используемая для склеивания вулканизованных резин между собой, с металлами и другими материалами, работающими в среде воздуха при температуре до +70°С.
Недостатками известной клеевой композиции и способа ее нанесения является пониженная водостойкость и невозможность применения ее в изделиях, эксплуатирующихся при температурах выше +70°С.
Наиболее близкой по технической сущности и достигаемому техническому результату (прототип) является клеевая композиция 88 КР и способ ее применения (А.П.Петрова. Клеящие материалы. М., Каучук и Резина, 2002, с.75) на основе полихлоропрена и фенолоформальдегидной смолы, растворимых в смеси этилацетата и нефраса. Данная композиция используется для склеивания вулканизованных резин с металлами, кожи, дерева и другими материалами, работающими в среде воздуха и воды при температуре до +90°С.
Недостатком известного способа является то, что использование одного клея 88 КР не обеспечивает достаточную прочность связи, что приводит к отслаиванию клеевой пленки от металла.
Техническим результатом предлагаемого изобретения является способ склеивания резины с металлом тройной клеевой композицией, который позволяет получить более высокие показатели прочности связи резин на основе полярных каучуков с металлическим сплавом при сохранении повышенной клейкости и прочности крепления при эксплуатации изделий в воде при повышенных температурах.
Технический результат достигается тем, что в способе склеивания система клеев Хемосил 211-Хемосил 221 используется как праймер перед нанесением клея 88 КР на поверхность обработанного дробью металла.
Хемосил 211 является универсальной грунтовкой (праймером) для множества адгезивов марки Хемосил. Клей Хемосил 211 соединяет сырые резиновые смеси на основе бутадиен-нитрильного каучука с металлом и пластмассами. Соединение происходит в процессе вулканизации.
Хемосил 221 и 222 является универсальным адгезивом для соединения в процессе вулканизации резиновых смесей на основе различных каучуков с металлом и пластмассами. Применяются в основном двуслойно с Хемосилом 211 (Клей Хемосил 211, 221, 222. Инструкция «Использование клеев Хемосил фирмы «Хенкель» для крепления резин к металлу в процессе вулканизации», 1980, НИИРП).
Хотя Хемосил 211 и Хемосил 221 являются клеями горячего отверждения, способ предлагает проводить процесс отверждения этих клеев при комнатной температуре. При эксплуатации изделий при высоких температурах со временем будет происходить вулканизация клеев. Согласно предлагаемому способу тройную комбинацию клеев наносят в следующей последовательности: первый слой клея Хемосил 211 просушивают в течение 30-40 мин, второй слой клея Хемосил 221 (или Хемосил 222) просушивают не менее 30 мин при комнатной температуре до полного высыхания клея. При более низких температурах высыхание клея может быть и более 40 мин. На заключительном этапе, согласно предлагаемому способу, обработанные поверхности резины и металла склеивают клеем 88 КР согласно ТУ 201-951-10-96.
В предлагаемом способе в клеевой композиции вместо одного клея 88 КР используют в определенной последовательности тройную композицию клеев (Хемосил 211, Хемосил 221 и клей 88 КР), причем отверждение композиции клеев происходит при температуре помещения методом холодного отверждения.
Технологический процесс нанесения тройной клеевой комбинации на поверхность резины и металла заключается в следующем:
1. На обезжиренную нефрасом и высушенную в течение (15±2) мин поверхность металла тонкой кистью наносят один слой клея Хемосил 211 и сушат при температуре 18-35°С в течение 30-40 мин до полного высыхания клея.
2. На обработанную описанным выше способом поверхность металла наносят клей Хемосил 221 или Хемосил 222 и сушат не менее 30 мин до полного высыхания клея.
3. Поверхность резиновой заготовки обрабатывают щеткой стальной проволочной или щеткой дисковой крацевальной.
4. Поверхность резиновой заготовки обезжиривают нефрасом и сушат в течение (15±2) мин.
5. На обработанные описанными выше способами поверхности металла и резины наносят по два слоя клея 88 КР, подсушив первый слой клея 20-30 мин, второй слой клея — 5-7 мин до отлипа.
6. Поверхности резины и металла с нанесенными на них последовательно клеями Хемосил 211 и Хемосил 221 (или Хемосил 222) по пп.1, 2 и клеем 88 КР склеивают согласно ТУ 201-951-10-96.
Для сравнения прочности связи резины с металлом в резинометаллических изделиях, поверхности которых обработаны известным способом одним клеем и предлагаемым способом тройной клеевой композицией, были проведены испытания образцов по существующим методикам при повышенной температуре.
Результаты испытаний прочности связи резины с металлом по ГОСТ 411-77 представлены в таблице.
Результаты испытания резинометаллических образцов на прочность связи резины на основе бутадиен-стирольного каучука СКМС-30 АРК, например, с титановым сплавом ПТ-3В, позволяют сделать вывод, что способ применения тройной комбинации клеев Хемосил 211, Хемосил 221 и клея 88 КР, нанесенной в определенной последовательности на поверхности резины и металла, позволяет повысить адгезионную прочность резины с металлом и получить более высокие показатели при эксплуатации изделий при повышенных температурах по сравнению с известными способами нанесения клеевой смеси, применяемой без праймера.
Предприятие имеет положительный опыт использования предлагаемого способа склеивания резины с металлом тройной клеевой композицией методом холодного отверждения при изготовлении резинометаллических изделий, эксплуатируемых при повышенных температурах.
1. Способ склеивания резины с металлом методом холодного отверждения, заключающийся в нанесении слоя клея на обработанную металлическую поверхность, отличающийся тем, что склеивание резины с металлом осуществляется тройной клеевой композицией: на обработанную металлическую наносят первый слой клея Хемосил 211 и просушивают, на первый слой наносят второй слой клея Хемосил 221 или Хемосил 222 и просушивают, затем на обработанные металлическую и резиновую поверхности наносят по два слоя клея 88 КР, просушивая каждый из них, а затем склеивают.
2. Способ склеивания резины с металлом по п.1, отличающийся тем, что время сушки при склеивании системой Хемосил 211-Хемосил 221 (Хемосил 222) составляет: первый слой клея Хемосил 211 просушивают в течение 30-40 мин, второй слой клея Хемосил 221 или Хемосил 222 просушивают не менее 30 мин до полного высыхания, первый слой клея 88 КР подсушивают 20-30 мин, второй слой клея 88 КР — 5-7 мин.