Ремонт головки блока цилиндров ВАЗ-2110, 21102, 21103, 21104
Прокладка головки блока разовая, поэтому при каждом снятии головки блока прокладку необходимо заменять.
При обнаружении течи моторного масла или охлаждающей жидкости в местах соединения головки блока с блоком цилиндров снимите головку и замените ее прокладку. Течь может возникнуть также из-за коробления головки блока вследствие перегрева.
Пошаговое руководство
- Снимите головку блока цилиндров.
- Отверните две гайки крепления и снимите рым.

- Отверните на один-два оборота гайку крепления и снимите кронштейн подводящей трубы водяного насоса.
- Отверните винт крепления держателя топливных трубок и снимите держатель.
- Отверните три гайки крепления ресивера и две гайки крепления кронштейна топливных трубок.
- Снимите кронштейн топливных трубок.
- Отверните оставшиеся две гайки крепления ресивера.
- Ослабьте затяжку гайки крепления кронштейна ресивера.
- Снимите ресивер.
- Отверните три гайки крепления кронштейна ресивера и снимите кронштейн.
- Снимите впускную трубу.
- Отверните две гайки крепления выпускного коллектора и снимите коллектор.
- Снимите две прокладки впускной трубы и выпускного коллектора. Замените поврежденные и сильно обжатые прокладки.
- Установите головку блока цилиндров корпусами подшипников вверх, подложив под нее деревянные прокладки, чтобы не повредить клапаны.
- Отверните две гайки и болт крепления задней крышки головки блока. При этом обратите внимание, что под головкой болта установлено уплотнительное кольцо. Снимите заднюю крышку головки блока.
- Выверните свечи зажигания.
- Отверните равномерно четыре гайки крепления переднего 1 и шесть гаек крепления заднего 2 корпусов подшипников распределительного вала и снимите шайбы. Затем снимите оба корпуса.
- Если шпонка в пазу распределительного вала сидит не плотно, выньте ее, чтобы не потерять.
- Снимите распределительный вал с головки блока.
- Снимите сальник с распределительного вала.
- Выньте толкатели клапанов. Промаркируйте толкатели либо разложите их по порядку, чтобы потом поставить на то же место. При этом без необходимости не вынимайте регулировочные шайбы 1 из толкателей, чтобы не перепутать их.
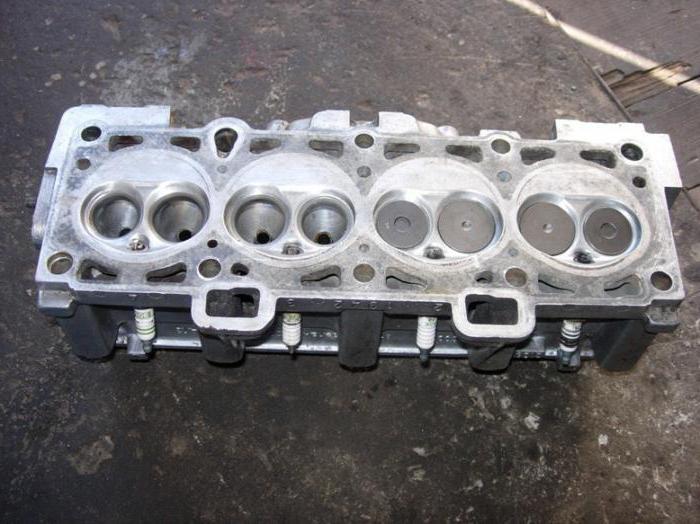
- Очистите камеры сгорания от нагара. Осмотрите головку блока. Если на ней есть трещины или следы прогара в камерах сгорания, замените головку. Уберите заусенцы и забоины на плоскости головки блока.
- Проверьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого поставьте линейку ребром на поверхность головки сначала посередине вдоль, а затем по диагоналям и щупом измерьте зазор между плоскостью головки и линейки. Замените головку, если зазор превысит 0,1 мм.
- Для проверки герметичности головки, отвернув две гайки крепления, снимите патрубок.
- Заглушите отверстие в головке блока под патрубок. Это можно сделать, например, установив глухую прокладку из плотного картона под патрубок и завернув гайки его крепления.
- Залейте керосин в каналы водяной рубашки. Если уровень керосина понижается, значит, в головке есть трещины и ее надо заменить. После проверки не забудьте снять картонную прокладку.
- Проверьте состояние опорных поверхностей под шейки вала на головке блока и корпусах подшипников. Если хотя бы на одном из них имеются следы износа, задиры или глубокие риски, замените головку и корпуса подшипников.
- Промойте масляные каналы. Для этого заглушите вертикальный масляный канал со стороны камеры сгорания (канал находится между 3-м и 4-м цилиндрами)…
- …залейте бензин в масляные каналы во всех опорах распределительного вала и выдержите 15-20 мин. Вылейте бензин, выньте заглушку и окончательно промойте каналы бензином с помощью груши.
- Для проверки герметичности клапанов залейте керосин в камеры сгорания. Если в течение трех минут керосин не просочится из камер сгорания – клапаны герметичны. В противном случае притрите или замените клапаны.
- Установите под снимаемый клапан подходящий упор, например подшипник 1.
- Установите приспособление для сжатия пружин клапанов и сожмите с его помощью пружины клапана. Выньте с помощью отвертки или пинцета два сухаря.
- Выньте верхнюю тарелку пружины, наружную и внутреннюю пружины клапана. Аналогичным образом выньте сухари, тарелки и пружины остальных клапанов.
- Промаркируйте клапаны номерами цилиндров, например накерните.
- Подтолкнув клапаны снизу, выньте их из головки блока.
- Снимите маслосъемные колпачки приспособлением или пассатижами.
- Снимите нижние тарелки пружин клапанов.
- Очистите нагар с клапанов подходящим инструментом (например, металлической щеткой). Затем внимательно осмотрите клапаны.
- Замените клапаны со следующими дефектами: глубокие риски и царапины на рабочей фаске 1, трещины, деформация стержня 3 клапана, коробление тарелки 2 клапана, следы прогара. Неглубокие риски и царапины на рабочей фаске можно вывести притиркой клапанов.
- В специализированной мастерской повреждения рабочей фаски клапанов, которые невозможно вывести притиркой, можно прошлифовать на специальном станке. При шлифовке надо выдержать размеры, указанные на рисунке.
- Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и пр.) можно вывести притиркой клапанов.
- Более значительные дефекты седел клапанов устраняются шлифовкой. При шлифовке выдержите размеры, указанные на рисунке: а – седло впускного клапана; б – седло выпускного клапана; I – новое седло; II – седло после ремонта. Седла рекомендуется шлифовать в специализированной мастерской.
- Имея слесарный навык, можно это сделать вручную с помощью набора специальных фрез. Вначале обрабатывается фаска а под углом 15°, затем фаска б под углом 20° и фаска в под углом 45°. После шлифовки необходимо притереть клапаны.
- Проверьте состояние наружной и внутренней пружин клапанов. Искривленные, поломанные или имеющие трещины пружины замените.
- Для проверки упругости наружной пружины измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками. Если пружина не соответствует требуемым параметрам, замените ее.
- Для проверки упругости внутренней пружины измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками. Если пружина не соответствует требуемым параметрам, замените ее.
- Осмотрите толкатели клапанов. Если на рабочей поверхности 1 толкателя есть задиры, царапины и пр., замените толкатели. На рабочих поверхностях регулировочных шайб 2 не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, натира металла. При таких дефектах шайбы надо заменить. На шайбах допускаются концентрические следы приработки с кулачками распределительного вала.
- Проверьте зазор между направляющими втулками и клапанами. Зазор вычисляется как разность между диаметром отверстия во втулке и диаметром стержня клапана. Проверку зазора рекомендуется выполнять в специализированной мастерской, так как для измерения диаметра втулок нужен специальный инструмент (нутромер). Номинальный зазор для впускных клапанов 0,022–0,055 мм, для выпускных клапанов 0,029–0,062 мм. Предельно допустимый зазор для впускных и выпускных клапанов – 0,3 мм.
- Если зазор не достиг предельно допустимого, можно попробовать устранить его заменой клапана. Если это не удается или зазор превышает предельно допустимый, замените направляющую втулку. Для этого выпрессуйте со стороны камеры сгорания дефектную втулку специальной оправкой.
- В запасные части поставляются втулки со стопорными кольцами 1. Втулки имеют увеличенный наружный диаметр и уменьшенный диаметр отверстия под клапан.
- Смазав втулку моторным маслом, вставьте ее в специальную оправку и запресуйте со стороны распределительного вала до упора стопорного кольца в головку блока. Разверните отверстие во втулке с помощью развертки до 8,022–8,040 мм для впускных клапанов и до 8,029–8,047 мм – для выпускных.
- Если устанавливается старый клапан, снимите заусенцы с проточек под сухари. После этого необходимо притереть клапан к седлу.
- Установите клапаны в головку блока в соответствии с ранее сделанной маркировкой, предварительно смазав их стержни моторным маслом.
- Установите нижние тарелки пружин клапанов.
- Установите маслосъемные колпачки.
- Замените распределительный вал, если на его шейках и кулачках имеются следы износа, задиры и глубокие риски. В мастерских, оборудованных специальным инструментом и приспособлениями, можно проверить радиальное биение шеек распределительного вала (оно не должно превышать 0,02 мм) и зазор между отверстиями опор и шейками распределительного вала, который не должен превышать 0,2 мм (зазор для новых деталей 0,069–0,11 мм).
- Установите распределительный вал и корпуса подшипников
- Установите прокладки, выпускной коллектор и впускную трубу. Обратите внимание, что под гайками (4 шт.), крепящими одновременно впускную трубу и выпускной коллектор, установлены шайбы 1 большего диаметра, чем шайбы 2 под остальными гайками, а…
- …под гайками крепления кронштейна ресивера шайбы не устанавливаются.
- Установите головку на блок цилиндров, проверьте зазоры в приводе клапанов и при необходимости отрегулируйте их.





















































Замена прокладки головки блока цилиндров ВАЗ-2110 Выпрямительный блок 21102, 2110. Проверка работы выпрямительного блока
Понравилась статья? Поделиться с друзьями:
Выполняем ремонт ГБЦ ВАЗ-2110 своими руками. Осмотр, очистка и устранение дефектов
Чаще всего ремонт ГБЦ автовладельцы выполняют вынужденно. Если регулировка клапанов или замена колпачков маслосъемных могут быть проведены без снятия данного узла двигателя, то для притирки, замены направляющих втулок, удаления нагара и т.п. его придется демонтировать.
 Начинать такую операцию, как ремонт ГБЦ ВАЗ-2110, после его снятия следует с очистки камер сгорания. Для этого можно воспользоваться различными автомобильными очистителями и тряпочками. Для подобных целей также подойдет обычный растворитель, который продается в строительных магазинах. Но ни в коем случае нельзя использовать механические способы очистки, которые могут повредить поверхность или оставить царапины.
Начинать такую операцию, как ремонт ГБЦ ВАЗ-2110, после его снятия следует с очистки камер сгорания. Для этого можно воспользоваться различными автомобильными очистителями и тряпочками. Для подобных целей также подойдет обычный растворитель, который продается в строительных магазинах. Но ни в коем случае нельзя использовать механические способы очистки, которые могут повредить поверхность или оставить царапины.После того как камера сгорания очищена, необходимо тщательно осмотреть её на наличие трещин, следов прогара. Если такие дефекты присутствуют, то рекомендуется замена головки. Но в некоторых случаях можно попытаться спасти ГБЦ – воспользоваться аргоновой сваркой. Во многих ситуациях это помогает.
Следующий шаг – это проверка прилегающей к плоскости блока цилиндров поверхности. Для выполнения данной операции понадобится линейка. Её необходимо устанавливать ребром вдоль поверхности и по диагоналям. При каждом таком прикладывании следует измерить зазор между линейкой и плоскостью головки. Если его величина превышает 0,1 мм, то головка блока цилиндров должна быть заменена.
 При осмотре состояния ГБЦ следует также проверить опорные поверхности под шейкой вала на головке, а также корпусах подшипников. Если обнаружены следы износа, глубокие риски и задиры, то весь узел следует заменить. На этом визуальный осмотр головки окончен.
При осмотре состояния ГБЦ следует также проверить опорные поверхности под шейкой вала на головке, а также корпусах подшипников. Если обнаружены следы износа, глубокие риски и задиры, то весь узел следует заменить. На этом визуальный осмотр головки окончен.Далее начинается непосредственно сам ремонт ГБЦ. А если точнее, то процесс восстановления начального состояния. Начинать данную процедуру необходимо с промывки масляных каналов. Для этого понадобится обычный бензин, которым заправляется транспортное средство. Сначала следует заглушить вертикальный канал, находящийся между 3 и 4 цилиндрами. Затем залить бензин в каждый канал. После этого оставить его там минут на двадцать. За это время вся грязь внутри отмокнет. По истечении заданного времени необходимо слить залитое топливо, убрать заглушку и окончательно промыть бензином и грушей каналы.

На следующем шаге следует проверить клапаны на герметичность. Для этого в них необходимо залить керосин. Если в течение нескольких минут залитая жидкость не стала просачиваться, то они герметичны. В противном же случае необходимо их притереть либо заменить.
Дальнейший ремонт ГБЦ заключается в извлечении клапанов, снятии маслосъемных колпачков и нижних тарелок пружин. После выполнения данной процедуры все эти элементы необходимо очистить от нагара. Если клапаны имеют глубокие риски, царапины, трещины, деформации и следы прогара, то их следует заменить. Также важно проверить состояние их седел и толкателей. Они не должны иметь следов коррозии, износа. Также следует оценить состояние пружин клапанов и их упругость. Сломанные, треснувшие и искривленные следует заменить.
На этом самостоятельный ремонт ГБЦ окончен. Собирать головку следует в обратном порядке.
| 1. Снимите головку блока цилиндров (см. подраздел 2.8.1). | ||
|
|
|
| 2. Отверните две гайки крепления и снимите рым. | 3. Отверните на один-два оборота гайку крепления и снимите кронштейн подводящей трубы водяного насоса. | 4. Отверните винт крепления держателя топливных трубок и снимите держатель. |
 |  |  |
| 5. Отверните три гайки крепления ресивера и две гайки крепления кронштейна топливных трубок. | 6. Снимите кронштейн топливных трубок. | 7. Отверните оставшиеся две гайки крепления ресивера. |
 |  |  |
| 8. Ослабьте затяжку гайки крепления кронштейна ресивера. | 9. Снимите ресивер. | 10. Отверните три гайки крепления кронштейна ресивера и снимите кронштейн. |
 |  |  |
11. Отверните четыре гайки крепления впускной трубы. | 12. Снимите впускную трубу. | 13. Отверните две гайки крепления выпускного коллектора и снимите коллектор. |
 |  |  |
14. Снимите две прокладки впускной трубы и выпускного коллектора. Замените поврежденные и сильно обжатые прокладки. | 15. Установите головку блока цилиндров корпусами подшипников вверх, подложив под нее деревянные прокладки, чтобы не повредить клапаны. | 16. Отверните две гайки и болт крепления задней крышки головки блока. При этом обратите внимание, что под головкой болта установлено уплотнительное кольцо. Снимите заднюю крышку головки блока. |
 |  |  |
17. Выверните свечи зажигания. | 18. Отверните равномерно четыре гайки крепления переднего 1 и шесть гаек крепления заднего 2 корпусов подшипников распределительного вала и снимите шайбы. Затем снимите оба корпуса. | 19. Если шпонка в пазу распределительного вала сидит не плотно, выньте ее, чтобы не потерять. |
 |  |  |
20. Снимите распределительный вал с головки блока. | 21. Снимите сальник с распределительного вала. | 22. Выньте толкатели клапанов. Промаркируйте толкатели либо разложите их по порядку, чтобы потом поставить на то же место. При этом без необходимости не вынимайте регулировочные шайбы 1 из толкателей, чтобы не перепутать их. |
 |  |  |
| 23. Очистите камеры сгорания от нагара. Осмотрите головку блока. Если на ней есть трещины или следы прогара в камерах сгорания, замените головку. Уберите заусенцы и забоины на плоскости головки блока. | 24. Проверьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого поставьте линейку ребром на поверхность головки сначала посередине вдоль, а затем по диагоналям и щупом измерьте зазор между плоскостью головки и линейки. Замените головку, если зазор превысит 0,1 мм. | 25. Для проверки герметичности головки, отвернув две гайки крепления, снимите патрубок. |
 |  |  |
26. Заглушите отверстие в головке блока под патрубок. Это можно сделать, например, установив глухую прокладку из плотного картона под патрубок и завернув гайки его крепления. | 27. Залейте керосин в каналы водяной рубашки. Если уровень керосина понижается, значит, в головке есть трещины и ее надо заменить. После проверки не забудьте снять картонную прокладку. | 28. Проверьте состояние опорных поверхностей под шейки вала на головке блока и корпусах подшипников. Если хотя бы на одном из них имеются следы износа, задиры или глубокие риски, замените головку и корпуса подшипников. |
 |  |  |
29. Промойте масляные каналы. Для этого заглушите вертикальный масляный канал со стороны камеры сгорания (канал находится между 3-м и 4-м цилиндрами)… | 30. …залейте бензин в масляные каналы во всех опорах распределительного вала и выдержите 15-20 мин. Вылейте бензин, выньте заглушку и окончательно промойте каналы бензином с помощью груши. | 31. Для проверки герметичности клапанов залейте керосин в камеры сгорания. Если в течение трех минут керосин не просочится из камер сгорания – клапаны герметичны. В противном случае притрите (см. подраздел 2.10) или замените клапаны. |
 |  |  |
32. Установите под снимаемый клапан подходящий упор, например подшипник 1. | 33. Установите приспособление для сжатия пружин клапанов и сожмите с его помощью пружины клапана. Выньте с помощью отвертки или пинцета два сухаря. | 34. Выньте верхнюю тарелку пружины, наружную и внутреннюю пружины клапана. Аналогичным образом выньте сухари, тарелки и пружины остальных клапанов. |
 |  |  |
35. Промаркируйте клапаны номерами цилиндров, например накерните. | 36. Подтолкнув клапаны снизу, выньте их из головки блока. | 37. Снимите маслосъемные колпачки приспособлением или пассатижами (подробнее см. подраздел 2.8.3). |
 | 38. Снимите нижние тарелки пружин клапанов. | |
39. Очистите нагар с клапанов подходящим инструментом (например, металлической щеткой). Затем внимательно осмотрите клапаны. | ||
 | 40. Замените клапаны со следующими дефектами: глубокие риски и царапины на рабочей фаске 1, трещины, деформация стержня 3 клапана, коробление тарелки 2 клапана, следы прогара. Неглубокие риски и царапины на рабочей фаске можно вывести притиркой клапанов (см. подраздел 2.10). | |
 |  |  |
41. В специализированной мастерской повреждения рабочей фаски клапанов, которые невозможно вывести притиркой, можно прошлифовать на специальном станке. При шлифовке надо выдержать размеры, указанные на рисунке. | 42. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п. Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и пр.) можно вывести притиркой клапанов (см. подраздел 2.10). | 43. Более значительные дефекты седел клапанов устраняются шлифовкой. При шлифовке выдержите размеры, указанные на рисунке: а – седло впускного клапана; б – седло выпускного клапана; I – новое седло; II – седло после ремонта. Седла рекомендуется шлифовать в специализированной мастерской. |
 | 44. Имея слесарный навык, можно это сделать вручную с помощью набора специальных фрез. Вначале обрабатывается фаска а под углом 15°, затем фаска б под углом 20° и фаска в под углом 45°. После шлифовки необходимо притереть клапаны (см. подраздел 2.10). | |
45. Проверьте состояние наружной и внутренней пружин клапанов. Искривленные, поломанные или имеющие трещины пружины замените. | ||
 | 46. Для проверки упругости наружной пружины измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками. Если пружина не соответствует требуемым параметрам, замените ее. | |
 | 47. Для проверки упругости внутренней пружины измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками. Если пружина не соответствует требуемым параметрам, замените ее. | |
 | 48. Осмотрите толкатели клапанов. Если на рабочей поверхности 1 толкателя есть задиры, царапины и пр., замените толкатели. На рабочих поверхностях регулировочных шайб 2 не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, натира металла. При таких дефектах шайбы надо заменить. На шайбах допускаются концентрические следы приработки с кулачками распределительного вала. | |
 | 49. Проверьте зазор между направляющими втулками и клапанами. Зазор вычисляется как разность между диаметром отверстия во втулке и диаметром стержня клапана. Проверку зазора рекомендуется выполнять в специализированной мастерской, так как для измерения диаметра втулок нужен специальный инструмент (нутромер). Номинальный зазор для впускных клапанов 0,022–0,055 мм, для выпускных клапанов 0,029–0,062 мм. Предельно допустимый зазор для впускных и выпускных клапанов – 0,3 мм. | |
 | 50. Если зазор не достиг предельно допустимого, можно попробовать устранить его заменой клапана. Если это не удается или зазор превышает предельно допустимый, замените направляющую втулку. Для этого выпрессуйте со стороны камеры сгорания дефектную втулку специальной оправкой. | |
 | 51. В запасные части поставляются втулки со стопорными кольцами 1. Втулки имеют увеличенный наружный диаметр и уменьшенный диаметр отверстия под клапан. | |
 |  |  |
| 52. Смазав втулку моторным маслом, вставьте ее в специальную оправку и запрессуйте со стороны распределительного вала до упора стопорного кольца в головку блока. Разверните отверстие во втулке с помощью развертки до 8,022–8,040 мм для впускных клапанов и до 8,029–8,047 мм – для выпускных. | 53. Если устанавливается старый клапан, снимите заусенцы с проточек под сухари. После этого необходимо притереть клапан к седлу (см. подраздел 2.10). | 54. Установите клапаны в головку блока в соответствии с ранее сделанной маркировкой, предварительно смазав их стержни моторным маслом. |
| 55. Установите нижние тарелки пружин клапанов. | ||
| 56. Установите маслосъемные колпачки (см. подраздел 2.8.3). | ||
 | 57. Замените распределительный вал, если на его шейках и кулачках имеются следы износа, задиры и глубокие риски. В мастерских, оборудованных специальным инструментом и приспособлениями, можно проверить радиальное биение шеек распределительного вала (оно не должно превышать 0,02 мм) и зазор между отверстиями опор и шейками распределительного вала, который не должен превышать 0,2 мм (зазор для новых деталей 0,069–0,11 мм). | |
| 58. Установите распределительный вал и корпуса подшипников (см. подраздел 2.8.3). | ||
 | 59. Установите прокладки, выпускной коллектор и впускную трубу. Обратите внимание, что под гайками (4 шт.), крепящими одновременно впускную трубу и выпускной коллектор, установлены шайбы 1 большего диаметра, чем шайбы 2 под остальными гайками, а… | |
| 60. …под гайками крепления кронштейна ресивера шайбы не устанавливаются. | ||
| 61. Установите головку на блок цилиндров (см. подраздел 2.8.1), проверьте зазоры в приводе клапанов и при необходимости отрегулируйте их (см. подраздел 2.11). | ||



Ремонт ГБЦ на ВАЗ — что можно исправить своими руками? :: SYL.ru
Если ваш двигатель стал терять мощность, увеличился расход топлива и шум работающего мотора, значит, пришло время делать ремонт ГБЦ. ВАЗ — это автомобиль, где многое можно сделать самому, поэтому не спешите сразу ехать и записываться на автосервис. В головке блока цилиндров отремонтировать вам по силам если не всё, то многое.
Замена направляющих клапана
Критическая выработка направляющих втулок наступает при пробеге 150-200 тысяч км. Ремонт ГБЦ по замене втулок можно сделать и своими руками. Для их замены вам предстоит рассухарить все клапаны. Затем с помощью оправки для выбивания втулок следует удалить их из корпуса головки.
Немного сложнее будет установить новые втулки на место. Для правильной и лёгкой установки следует использовать температурный дисбаланс — головку блока нагреть (это расширяет металл, а значит, и посадочное место втулки), а новые втулки охладить до отрицательной температуры. Корпус головки в нужном месте следует нагревать до 100 градусов.
Сделать это можно с помощью электроплитки, разместив на ней ГБЦ так, чтобы место проведения работ находилось в зоне максимального прогрева. Смазав машинным маслом новые втулки (охлаждённые в морозильной камере обычного холодильника), вбиваем их в посадочные гнёзда. При соблюдении рекомендаций по температурной подготовке, описанных выше, втулки войдут легко, как «по маслу».
После остывания металла втулки необходимо развернуть до диаметра, позволяющего клапану ходить без заеданий и перекосов. При этом работу надо выполнить так, чтобы шток клапана не болтался. Для выполнения этой процедуры необходим специальный инструмент — развёртка. Особенность заключается в том, что работать им необходимо только с одной стороны, проворачивая развёртку до конца. Большой ошибкой является расточка направляющей втулки с двух сторон — всё закончится тем, что вам заново предстоит менять втулку.
Запомните, что ремонт ГБЦ — это сложный процесс, малейшая неточность которого может закончиться потраченными нервами и средствами. Как правило, оплошность даёт о себе знать уже после сборки и запуска двигателя. Не всегда это происходит сразу, но обязательно в первую тысячу пробега.
Зенкование сёдел
Делая ремонт ГБЦ своими руками, будьте готовы к самому монотонному и продолжительному процессу — зенкованию. От его качества зависит многое:
Работы по притирке седла выполняются специальным инструментом — шарошкой (реже — зенкером). С его помощью не совсем сработанному седлу можно придать нужные формы, чтобы прилегание клапана было более плотным. Работу начинаете с зенкера в 60 градусов.

Как только начался съём металла по кругу, меняете насадку — берёте зенкер с углом конуса 120 градусов. Им работаете до появления чёткой круглой кромки. Заключительный этап зенкования делаем конусом в 90 градусов — он должен пройти рабочую фаску не более 1,5 мм. Дальнейшая притирка клапана увеличит её до необходимой величины.
Притираем клапаны
После подготовки седла нас ждёт следующий этап ремонта — притирка клапанов. Для этого вам понадобится специальная притирочная паста. Наносится небольшой слой на клапан, затем вставляется последний в головку. На шток клапана надевается кусок резинового шланга (такого диаметра, чтобы налез с трудом).

Затем свободный конец размещаете между ладонями и начинаете, потирая руки, вращать клапан в разные стороны. Абразивная паста сделает своё дело, и ремонт клапана ГБЦ можно считать законченным.
Фрезеровка головки
Существует несколько неисправностей головки блока, которые вы самостоятельно не сможете устранить. При систематических перегревах двигателя происходит деформация алюминиевой головки блока. Идеально ровная поверхность прилегания головки к блоку двигателя перестаёт быть таковой.
Это приводит к тому, что прокладка между блоком и головкой начинает пропускать. Замена её на новую не решает проблему. В этом случае выходом может стать шлифовка прилегающей поверхности. Фрезеровка выполняется на специальном станке, что позволяет выполнить работу идеально точно.
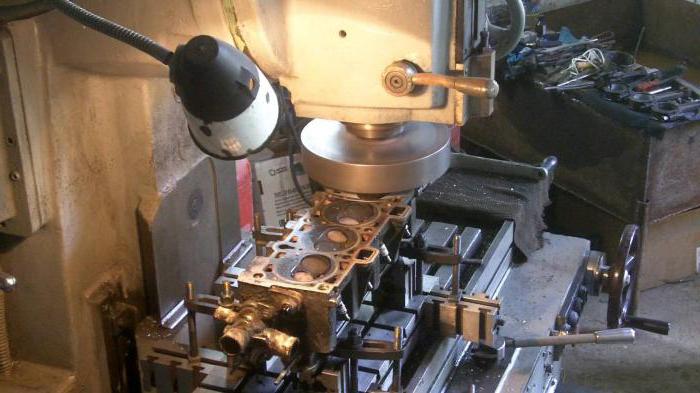
В условиях вашего гаража самостоятельно такую процедуру осуществить маловероятно. Использовать ручную шлифмашинку (как советуют некоторые гаражные «кулибины») для этой цели означает полностью испортить прилегающую поверхность. В таком случае ремонт ГБЦ приведёт к полной замене головки — шлифовать её до бесконечности невозможно.
Трещины
При перегревах также может наблюдаться разрыв корпуса в виде трещин. Не всегда они видны для глаза, однако их наличие сильно отражается на правильной работе двигателя. Если трещины образовались в местах прилегания головки и блока, клапанных сёдлах — вам не останется ничего другого, как заменить головку блока на новую. Все другие участки поддаются восстановлению с помощью аргонной сварки. Такой ремонт ГБЦ самостоятельно сделать не получится ввиду отсутствия специализированного оборудования — далеко не на всех СТО имеется такая сварка.
Как видим, не всё доступно для ремонта своими силами. Правильно оценив фронт работ, вы, тем не менее, сможете сэкономить средства своего бюджета.
Ремонт головки блока цилиндров двигателя ВАЗ 2111
Разборка.
Если требуется замена только какой-либо одной детали, то можно не разбирать
полностью головку цилиндров двигателя ВАЗ и снять только то, что необходимо для замены.
Установите головку цилиндров на подставку, снимите ресивер с дроссельным патрубком, а затем
жгут проводов форсунок, топливную рампу, впускную трубу и выпускной коллектор.
Снимите отводящий патрубок рубашки охлаждения двигателя с датчиком температуры. Выверните
датчик указателя температуры охлаждающей жидкости, датчик контрольной лампы давления масла
и свечи зажигания.
Отверните гайки и болт и снимите заглушку с прокладкой с задней стороны головки цилиндров.

Рис. 1. Разборка головки
цилиндров: 1 — головка
цилиндров; 2 —
распределительный вал; 3 —
задний корпус подшипников
распределительного вала;
4- прокладка; 5 — крышка
головки цилиндров; 6 —
передний корпус
подшипников
Снимите корпусы подшипников 3 и 6 (рис.1.) распределительного вала. Выньте распределительный вал 2 из опор головки цилиндров и снимите с него сальник 7.

Рис. 2.. Детали механизма привода клапанов: 1 — клапан; 2 — направляющая втулка; 3 — стопорное кольцо; 4 — маслоотражательный колпачок; 5 — опорная шайба пружин; 6 — внутренняя пружина; 7 — наружная пружина; 8 — тарелка пружин; 9 — сухари;
10 — регулировочная шайба;
11 — толкатель

Рис. 3. Сжатие пружин клапанов: 1 — приспособление 67.7823.9505
Выньте из отверстий головки цилиндров толкатели 11 (рис. 2.) клапанов с регулировочными шайбами 10. Освободите клапаны от сухарей 9, сжимая пружины клапанов приспособлением 67.7823.9505 (рис. 3). Снимите пружины с тарелками. Поверните головку цилиндров и выньте с нижней стороны клапаны. Снимите маслоотражательные колпачки с направляющих втулок и опорные шайбы пружин.
Сборка.
Установите опорные шайбы пружин. Смажьте моторным маслом клапаны и новые маслоотражательные колпачки (старые использовать не допускается). Оправкой 41.7853.4016 напрессуйте на направляющие втулки колпачки. Вставьте клапаны в направляющие втулки, установите пружины и тарелки пружин.
Сжимая пружины приспособлением 67.7823.9505, установите сухари клапанов. Вставьте в отверстия головки цилиндров толкатели клапанов с регулировочными шайбами.

Рис. 4. Установочные втулки корпусов подшипников распределительного вала
Очистите сопрягающиеся поверхности головки цилиндров и корпусов подшипников от остатков
старой прокладки, грязи и масла. Поставьте установочные втулки (рис.4.) корпусов подшипников
распределительного вала.

Рис5. Положение
кулачков первого цилиндра
при укладке
распределительного вала в
опоры головки цилиндров
Смажьте моторным маслом опорные шейки и кулачки распределительного вала и уложите его в
опоры головки цилиндров в таком положении, чтобы кулачки первого цилиндра были направлены
вверх (рис.5).
На поверхности головки цилиндров, сопрягающиеся с корпусами подшипников, в зоне крайних опор распределительного вала нанесите герметик типа КЛТ-75ТМ или аналогичный ему герметик типа ТБ-1215 фирмы «Three Bond».
„ПРИМЕЧАНИЕ “ Запускать двигатель разрешается не ранее, чем через 1 ч после нанесения герметика.
Установите корпусы подшипников и затяните гайки их крепления в два приема.

Рис. 6. Порядок
затягивания гаек крепления
корпусов подшипников
распределительного вала
1. Предварительно затяните гайки в последовательности, указанной на рис.6, до прилегания
поверхностей корпусов подшипников к головке цилиндров, следя за тем, чтобы установочные втулки
корпусов свободно вошли в свои гнезда.
2. Окончательно затяните гайки моментом 21,6 Н м (2,2 кгс м) в той же последовательности.
Немедленно после затяжки гаек крепления корпусов подшипников тщательно удалите остатки
герметика, выдавленного из зазоров при затяжке, в зонах, сопрягаемых с прокладкой крышки головки
цилиндров и с корпусом вспомогательных агрегатов. Не удаленные полимеризовавшиеся остатки
герметика в указанных местах приведут к течи масла через уплотнения.
Оправкой 67.7853.9580 запрессуйте новый сальник распределительного вала, предварительно
смазав его моторным маслом. С задней стороны головки цилиндров установите заглушку с
прокладкой.
Установите отводящий патрубок рубашки охлаждения с прокладкой и датчиком температуры.

Рис. 7. Снятие ресивера и
впускной трубы: 1 —
поддерживающий
кронштейн; 2 — впускная
труба; 3 — прокладка
ресивера; 4 — ресивер; 5 —
кронштейн для наконечника
троса привода
акселератора; 6 —
кронштейн; 7 — экран
выпускного коллектора; 8 —
опорный кронштейн
Наденьте на шпильки головки цилиндров прокладки и установите выпускной коллектор и впускную трубу. Закрепите их гайками вместе с кронштейном 6 (см. рис.7.) и экраном 7.
Установите рампу форсунок с форсунками и регулятором давления топлива и прикрепите ее болтами к головке цилиндров. Уплотнительные кольца форсунок перед установкой смажьте моторным маслом. Установите жгут проводов форсунок и подключите провода к форсункам. Установите ресивер с прокладкой и кронштейном топливопроводов и прикрепите его гайками к впускной трубе и кронштейну 6. Установите вакуумный шланг, идущий от ресивера к регулятору давления топлива.
Установите трубки подвода и слива топлива, прикрепив их к топливной рампе, к регулятору давления топлива и к кронштейну на ресивере.
Прикрепите к ресиверу дроссельный патрубок с прокладкой. Присоедините к дроссельному патрубку шланг вытяжной вентиляции картера на холостом ходу.
Заверните в головку цилиндров свечи зажигания и датчики указателя температуры охлаждающей жидкости и контрольной лампы давления масла.
Зазоры в клапанном механизме отрегулируйте после установки головки цилиндров на двигатель.